Известна мартеновская печь, состояп1,ая пз иодины, 1нереднеп степкн с заволочнымп окнами илп окном с порогами, задней стеНки, свода пеЧИ и головок,
Ванна мартеновской нечн вЫиолняется с Таким рйсчетоМ, что уровень .раснлйвЛенного металла на.ходится на 50 и менее миллиметров {1иже уровня порогов загюлочных окон.
При работе печи с |расходом лома в ши.хте более 35% невозможно ускорить его завалку, так как металлолом не усГ1евает прогреваться и «оседать и полностью заполняет рабочее нрострВНство нечн. Дальнейшая завалка возможна при ировеДеНии отдельиы.х про:Ме куточных И;рогревов шихты. Кроме того, при работе скрап-руДныМ ripoLieccoM с большим количеством шлака требуется подсыпка «Ложных порогов. Это приводит к большому рйсходу сырого ил.и обожжеипого доломита для Их выполнения и пе гарантирует от ухода чугуна в период илавлепня.
Предлагаемая мартеновская пеЧь отличается те.м, что для уско рения завалки п.1ихтЬ1 и уменьшения расхода доломита нороги вЫнолИенЫ заодно с передней стенкой, а завалочные окна выполйены сДвоеннымп.
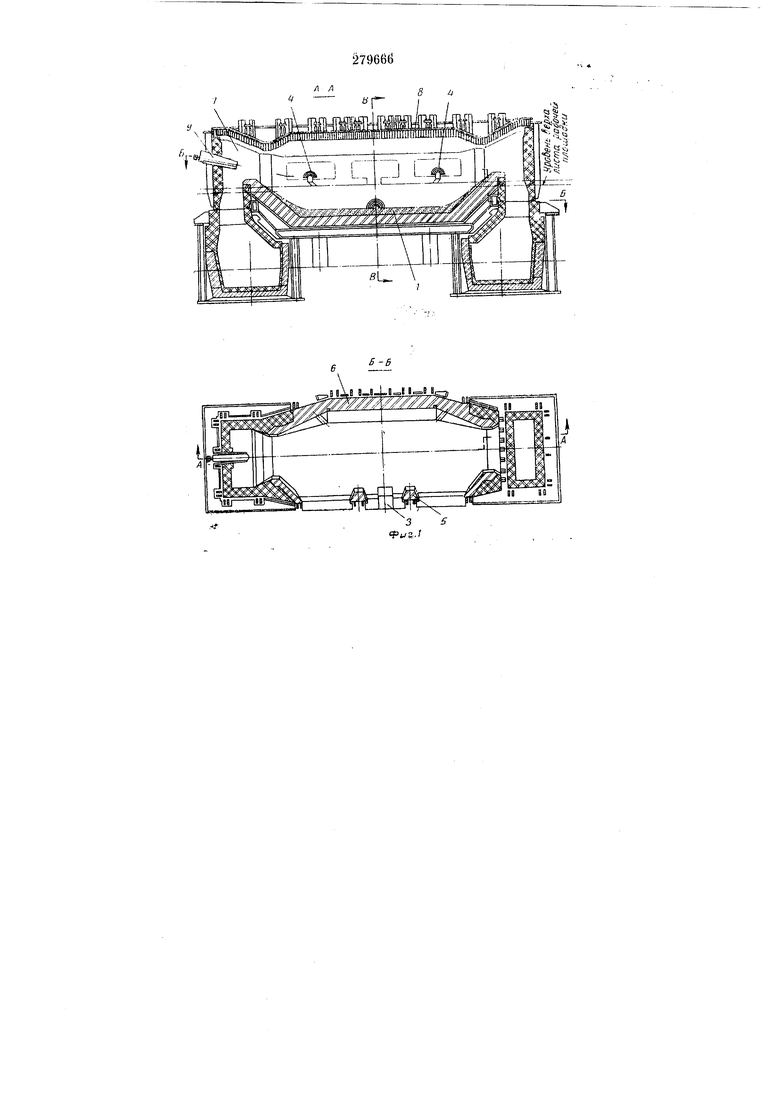
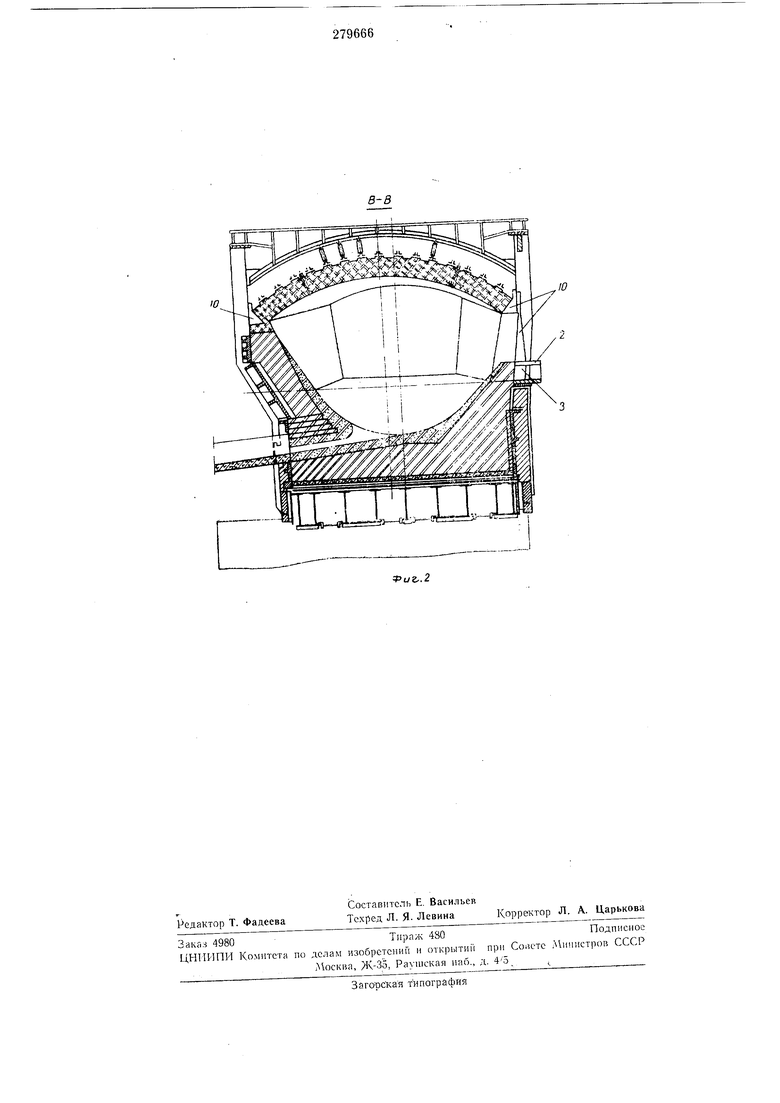
На фиг. 1 н 2 Изображена предлагаемая Гтечь.
лочиых окоп, выреза 3 в пороге для регулнроваиия уровня металла п спуска шлака, шлаковых леток 4, иередней стенки 5, задней стенки 6, головки 7 печи, свода 8 печи, горелочных устройств 9 н водоохлаждепной арматуры 10 . Порот 2 печи выиолнеиы заодио с иередней стенкой 5, а завалочные окна выполнсиы сдвоенными.
Такая копструкиня ночи нозволяет производить ускоренную завалку металлолома без его нромежуточных нропревов, так как объем ванны вмен1ает весь металлолом.
Онерация иодсыики порогов исключается Полностью, так как требуется только закрыть
металлические пороги слоем доломита толшиной 50-100 мм н подсыпать вырез под порогом.
Возможио также прн скрап-рудном процессе строптельство печи без передпей стенки и
работа с безмульдовой завалкой, что увелпч1гг скорость завалкп плгхты в трп it более раза.
Предмет п 3 о б р е т е н н я Мартеновская печь, состояш.ая пз передней стенкп е завалочнымп окнамп с порогами,
задней стенки, свода, головок, отличающаяся тем, что, с неЛыо ускорения зйвалки шпхты и уменьшения расхода доломита, нороги выиолнеиы заодно с нередней стенкой, а завалочные окна вынолнеы сДвоениыми.
Hlifb-ne lls ii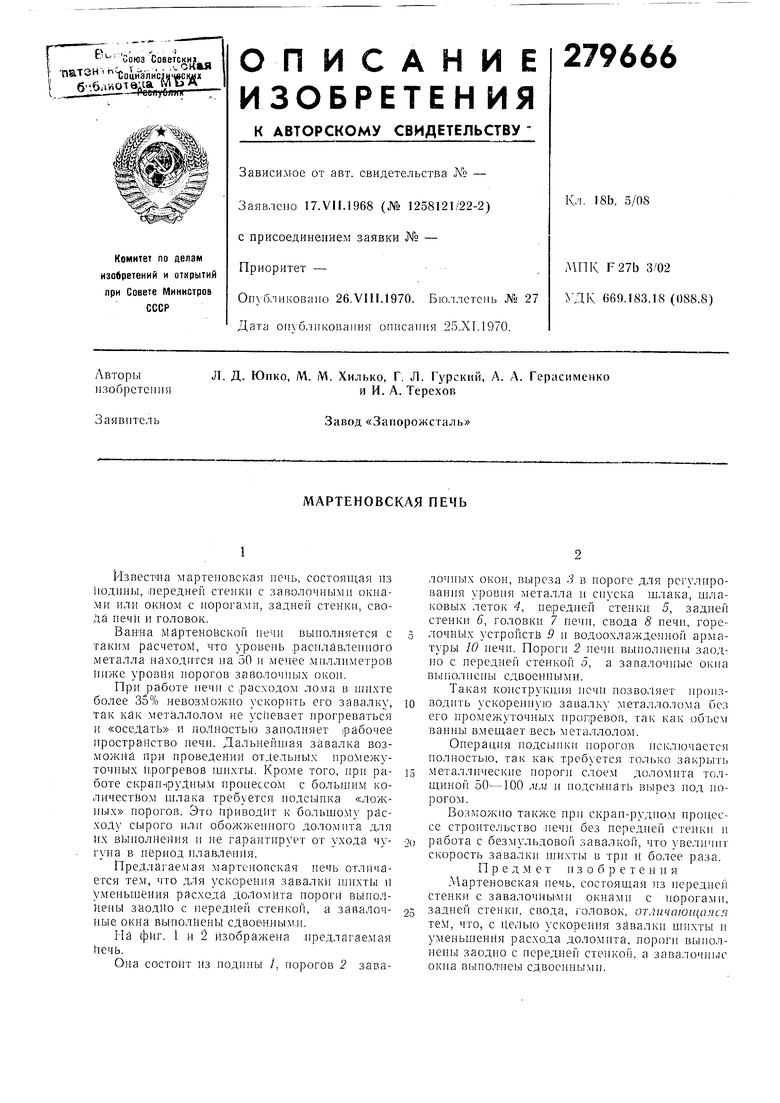
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАВАЛКИ СКРАПА В МАРТЕНОВСКУЮ ПЕЧЬ | 1972 |
|
SU344248A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ И МАРТЕНОВСКАЯ ПЕЧЬ | 2005 |
|
RU2299246C1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ И СПОСОБ ВЫПЛАВКИ СТАЛИ В ДВУХВАННОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 1999 |
|
RU2165462C2 |
| Способ выплавки стали в мартеновской печи | 1983 |
|
SU1131905A1 |
| СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ | 1972 |
|
SU415470A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИВСЕСОЮЗНАЯпдт?ет1Ш"Таш:н;:ОНА^1БИБЛИОТЕКА | 1972 |
|
SU342910A1 |
| Двухванная сталеплавильная печь | 1981 |
|
SU991118A1 |
| СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1968 |
|
SU213910A1 |
| Способ завалки шихты в мартеновскую печь | 1989 |
|
SU1730174A1 |
| Способ выплавки стали | 1985 |
|
SU1313879A1 |
Б-5
