Известно ирисиособление к токарному станку для обработки заготовок поршневых колец, содержащее унор на нередне.м шпинделе станка и прижим на заднем. Кольца собирают вне станка в специальной струбцине и с ее помощью монтируют Б приспособление.
Предлагаемое приспособление отличается от известного тем, что на переднем шпинделе станка закреплена центрируюш.ая втулка с внутренней расточкой, контактирующей при установке заготовок с пар окной расточкой обжимной втулки, монтируемой на заднем шпинделе станка.
Это повышает производительность установки заготовок в приспособление.
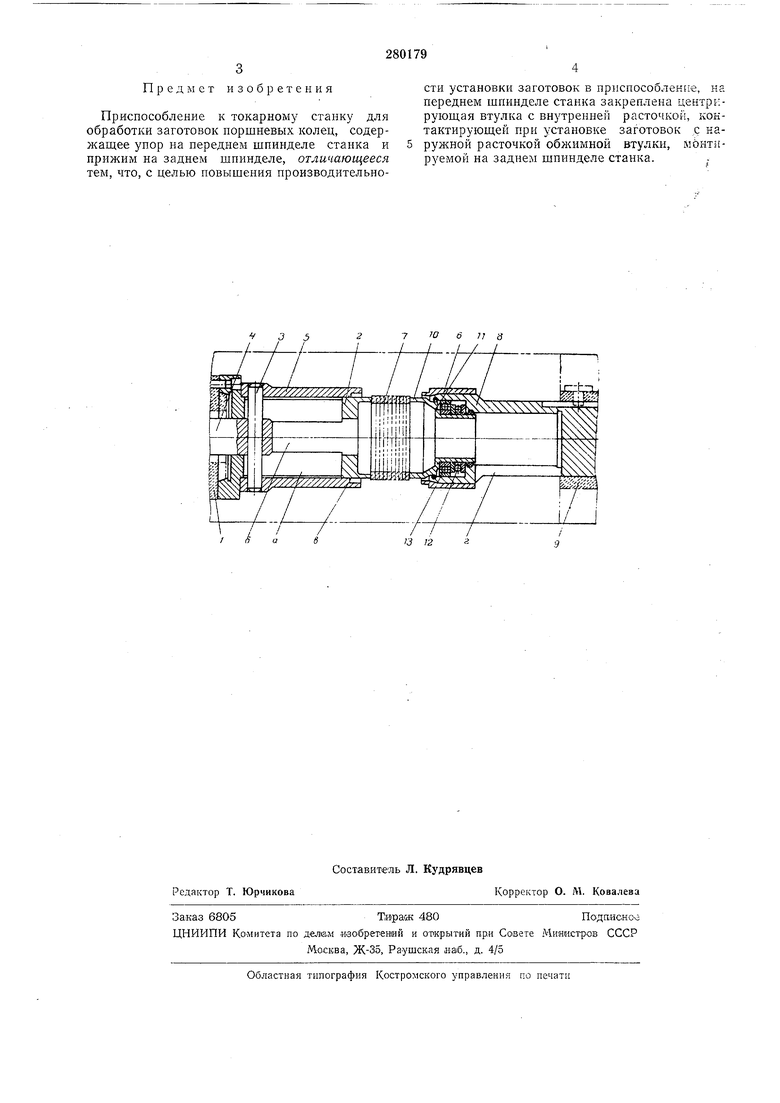
На чертеже схематично показано приспособление к токарному станку.
На переднем шпинделе У стапкя закреилен упор 2. В нем выполнены сквозной паз а, служащий для перемещения скалки 3, и отверстие б для перемещения штока 4. Последний связан с силовым цилиндром, закрепленным на заднем конце шпинделя станка. Центрирующая втулка 5 имеет выточку в, в которую устанавливают обжимную втулку 6 во время загрузки ее заготовками поршневых колец 7. Обжимная втулка внутри имеет цилиндрическую поверхность для загрузки заготовок и конусную поверхность для облсима заготовок по диаметру.
крепленным на задней бабке 9 станка, и имеет окно г для ввода борштанги с резцом.
Прижим W выполнен в . виде ступенчатой втзлки с упругой стенкой // и свободно вращается на упорном 12 и радиальном 13 подшипниках, установленных в пиноли. При ириложении осевой нагрузки упругая степка, деформируясь, ориентирует прижим по торцу заrOTOBOJi.
В исходном положении пиноль отведена в сторону задней бабки, а обжимная втулка установлена в выточку в. В цилиндрическую часть втулки 6 загружают заготовки поршневых колец, причем загрузку можно делать и вне станка.
При движении штока от силового цилиидра в направлепии к заготовкам последние, упираясь в прижим, обл- имаются по диаметру в конусной части втулки 6 и перемещаются во втулку 5, в которой центрируются относительно оси шпинделя станка. При подаче пиноли от силового цилиндра в направлении к заготовкам последние зажимаются мел;ду и упором. При двилсении штока в направлении от заготовок втулки 5 и 6 остаются в полол{ении, изобраллейном на чертеже. Затем заготовки обрабатывают. По окончании обработки пиноль подают в направлении от заготовок, и последние освобол даются.
Предмет изобретения
Приспособление к токарному станку для обработки заготовок норшневых колец, содержащее упор на переднем шпинделе станка и на заднем шпинделе, отличающееся тем, что, с целью повышения производительности установки заготовок в приспособление, на переднем шпинделе станка закреплена центрируюшая втулка с внутренней расточкой, контактируюш,ей при установке заготовок ,с каружной расточкой обжимной втулки, монт руемой на заднем шпинделе станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Станок для давильной обработки | 1981 |
|
SU1013029A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Зажимное устройство и станок, оборудованный таким устройством | 2020 |
|
RU2759352C1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ОБЖАТИЯ ТОНКОСТЕННЫХ КАМЕР РАКЕТНЫХ ДВИГАТЕЛЕЙ | 1987 |
|
RU2048228C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЦЕНТРОВАНИЯ ЗАГОТОВОК ТИПАВАЛОВ | 1972 |
|
SU344939A1 |
а
