Известно приспособление для центрования заготовок типа валов, в котором имеются две оправки, одна из них установлена в шнннделе станка и снабжена неподвижным инструментом и подпружиненной конусной центрирующей втулкой, жестко связанной со шпинделем, а другая,-также снабженная инструментом и конусной центрирующей втулкой, подпружиненной и имеющей возможность вращения, установлена в задней бабке станка.
При центровании вращающейся заготовки по двум ее торцам в приснособлении необходимо применять в разных оправках центрование различного тина: для центрования одного торца центровочное сверло должно быгь правым, а для другого - левым. Это создает неудобство в применении известного приспособления.
Предлагаемое ириспособленле отличается тем, что оправка, установленная в задней бабке станка, соединена с ее конусной центрирующей втулкой посредством повышающего зубчатого редуктора с передаточны.м отношением, выбранным из условий обеспечения вращения инструмента со скоростью, например, в два раза превышающей скорость вращения заготовки. Такая конструкция приспособления позволяет унифицировать применяемый в Приспособлении инструмент, т. е. применять либо только левые, либо только правые центровочные сверла.
Для обеспечения компактности оправка может быть выполнена составной из двух частей,
одна из которых соединена редуктором с конусной центрирующей втулкой, а другая - неподвил но укреплена в шпшли задней бабки и служит корпусом редуктора.
Конусная центрирующая втулка оправки,
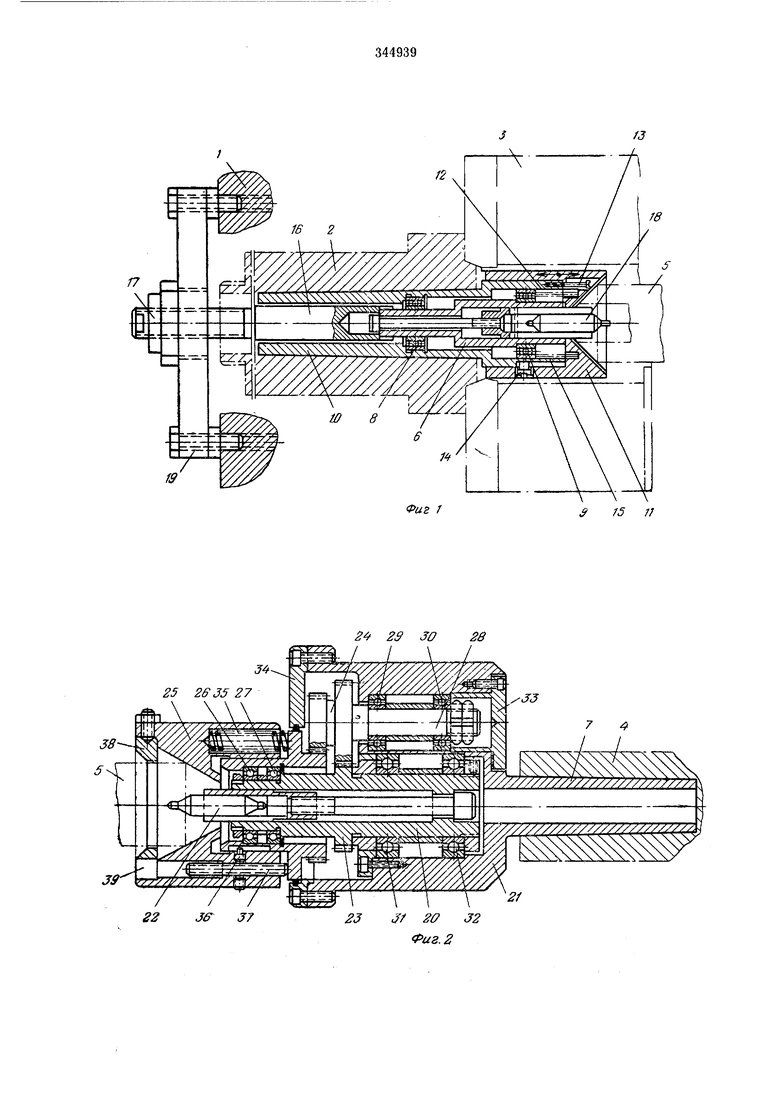
установленной в шпинделе, может быть ограничена зажимным патроном станка, а конусная центрирующая втулка другой оправки - снабжена ограничительг10Й втулкой с пазами на периферии для выхода стружки, благодаря чему обеспечивается безопасность работы. На фиг. 1 изображена конструкция оправки, установленной в полом шпинделе станка; на фиг. 2 - то же, установленной в задней бабке станка.
Описьшае.мое приспособление содерл 1 т переднюю бабку 1, полый шпиндель 2, трехкулачковый самоцентрирующий патрон 3, заднюю бабку 4, заготовку 5, оправку 6, размепденную в шпи11деле станка, и оправку 7, закрепленную в задней бабке. Оправка 6 установлена через ПОДШИПНИКИ 8 и 9 в корпусе W, который конусны.м хвостовиком закреплен Б шпинделе станка. Иа свободном конце корпуса 10 закреплена с возможностью осевого пеобеспечения осевого перемещения втулки она подпружпнепа относительно корпуса 12, осевое ее перемеп1,ение ограничивается винтами 13 и 14. Винты 14 перемещаются в пазах /5 корпуса 10.
Оправка 6 закрепляется в заданном положении с помощью тягн 16 и своим концом с винтовой нарезкой взаимодействует с гайками 17, благодаря чему обеспечивается осевая регулировка оправкп 6 с инструментом 1 относительно неподвижного фланца 19, закрепленного на передней бабке станка.
Оправка 7, закрепленная в задней бабке станка, выполнена из двух частей 20 и 21: часть 20 оиравки служит иеносредствеино для закрепления в ней инструмента 22 с номощью цангового зажима, часть 21 оправки - для закрепления онравки с инструментом в пнполп бабки. На части 20 оправки 7 выполиен зубчатый веиец 23, который находится в зацеплении с одним из колес повыщающего двухстуиенчатого редуктора 24. Ведущая щестерня редуктора жестко связана с конусной центрнруюп1ей втулкой 25 и через подщипники 26 п 27 иасажеиа на часть 20 оправки 7. Промежуточны вал 28 редуктора расположен в подшипниках 29 30 в гнезде невращающейся части 21 оправки 7. Части 20 и 21 оправки 7 взаимодействуют одна с другой через подщипникн 31 и 32. Неподвижная часть 21 оправкп служит корпусом редуктора п снабжена крышками 33 и 34. Конусная центрирующая втулка 25 подпружинена пружинами 35 и ход ее в .осевом направлении ограничен винтами 36 и щпильками 37. Для ограждения враи;ающегося в процессе обработки изделия цептрирующая втулка 26 снабжена ограничительной втулкой 38 с пазами 39 на нериферии для выхода стружки.
В процессе обработки врап1.ение от шпинделя станка передается центрирующей конусной втулке 11, вместе с которой начинают вращаться заготовка и центрнруюндая втулка 25. От центрируюнгей втулки 25 вращение передается редуктору и части 20 онравки 7 с инструментом 22. Такнм образом, в процессе обработки центровочное сверло оправки, расположенной в щпинделе станка, остается неподвижным, а центровочное сверло оправки, установленной в пиноли задней бабки, вращается со скоростью, в два раза превыщающей скорость вращения заготовки. Относительные скорости вращения заготовки и инструмента при одновременной обработке двух торцов ег остаются примерно одинаковыми. Сверло оправки вращается в ту же сторону, что и заготовка, но со значительно превыщающей скоростью, поэтому в обеих оправках используют однотипные центровочные сверла, или только правые или только левые, в зависимости от направления вращения шпинделя станка.
Предмет изобретения
1.Приспособление для центрования заготовок типа валов с двумя онравками, одна из которых установлена в щпинделе станка и снабжена неподвижным ииструментом и подпружиненной конусной центрирующей втулкой, жестко связанной со шпинделем, а другая, также снабженная инструментом и конусной центрирующей втулкой, подпружиненной и имеющей возможность вращения, установлена в задней бабке станка, отличающееся тем, что, с це.тью унификации применяемого инструмента, оправка, установленная в задней бабке, соединена с ее конусной центрирующей втулкой посредством повышающего зубчатого редуктора с передаточным отношением, выбранным из условий обеспечения вращения инструмента со скоростью, например, в два раза превышающей скорость вращения заготовки.
2.Приспособление по п. 1, отличающееся тем, что, с целью обеспечения компактности, оправка выполнена составной из двух частей, одна из которых соединена редуктором с конусной центрирующей втулкой, а другая - неподвижно укреплена в пиноли задней бабки и служит корпусом редуктора.
3.Приспособление по пп. 1 и 2, отличающееся тем, что, с целью обеспечения безопасности работы, конусная центрирующая втулка оправки, установленной в шпинделе, ограничена зажимным патроном станка, а конусная центрирующая втулка другой оправки снабжена ограничительной втулкой с пазами на нериферии для выхода стружки.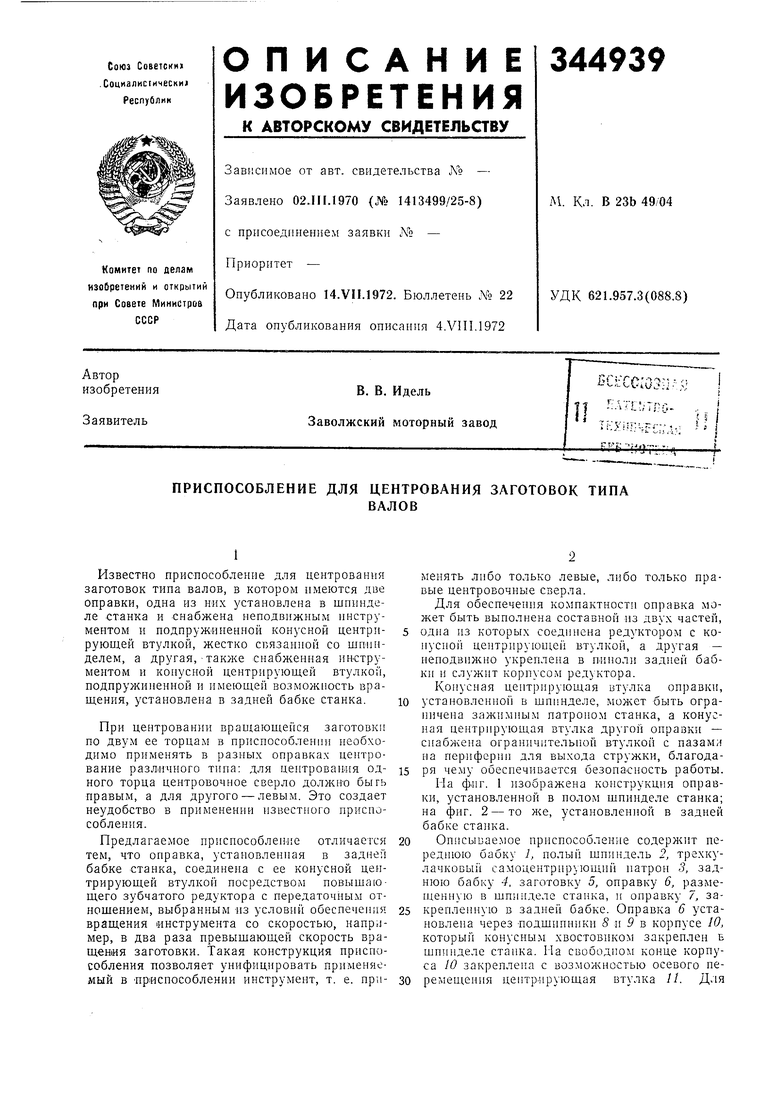
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 2006 |
|
RU2336148C2 |
| Приспособление для насверливания центровых отверстий на торцах валов | 1955 |
|
SU106035A1 |
| УСТРОЙСТВО для ПЕРЕКЛЮЧЕНИЯ ПРИВОДА ПОДАЧИ ИНСТРУМЕНТА С БЫСТРОГО ПОДВОДА НА РАБОЧУЮ ПОДАЧУ | 1971 |
|
SU316530A1 |
| Устройство для кольцевого сверления | 1981 |
|
SU984709A1 |
| ОПРАВКА | 1972 |
|
SU435073A1 |
| Устройство для одновременного центрирования и зацентровки отверстий на валах | 1975 |
|
SU588071A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| УСТРОЙСТВО для ЦЕНТРОВАНИЯ ЗАГОТОВОК | 1967 |
|
SU204094A1 |
| Зажимное устройство и станок, оборудованный таким устройством | 2020 |
|
RU2759352C1 |
| ЦЕНТРОВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЖЕСТКО КООРДИНИРОВАННЫХ ОТВЕРСТИЙ | 2000 |
|
RU2193951C2 |