Известны устройства для управления летучими барабанными ножницами, содержащие датчик скорости вращения барабана, датчик скорости разрезаемого металла, делитель выходного сигнала этого датчика, блок .регулирования ско1рости вращения барабана по заданному отнощению линейной скорости ножей ножниц к скорости металла, датчик оборотов барабана, счетчик оборотов барабана, блок для фиксации отсчета заданного числа оборотов барабана с входо.хг уставки и блок управления резом.
Предлагаемое устройство отличается тем, что в нем установлен электрический мост, одним нлечом которого я вляется задатчик OTipeзаемой длины металла, вторым -- задатчик длины траектории движения ножей, третьим- задатчик отношения линейной скорости ножей к скорости металла, кн1нематически связанный с делителем выходного сигнала датчика скорости металла, четвертым - управляемое сопротивление, а также измеритель разбалаиса моота, соединенный с ним генератор имнульсов, включаемый при разбалансе моста, и счетчнк имиульсов, вход которого соединен с указанным генератором, а выходы -с управляемым -сопротивлением и входом уставки блока для фиксации отсчета заданного числа оборотов барабана. Это позволяет повысить точность резки металла на отрезки заданной длины.
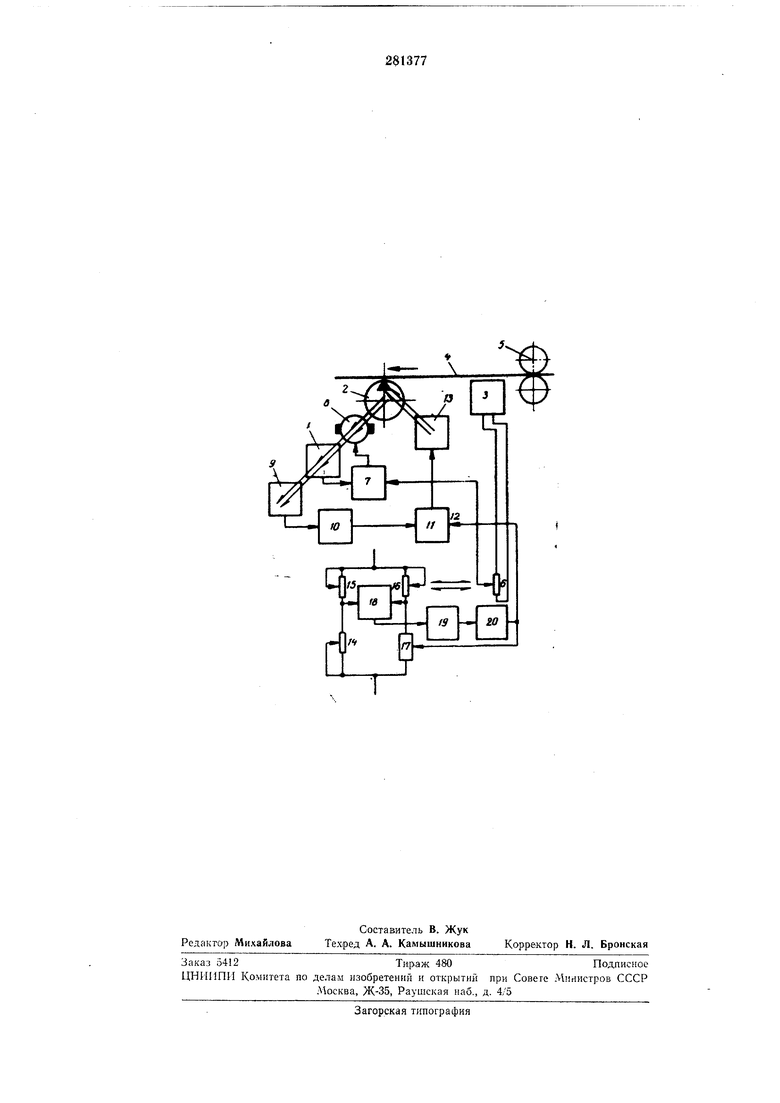
Па чертеже показана блок-схема предлагаемого устройства.
Уст|ройство содержит датчик / скорости вращения барабана ножниц 2, датчик 3 скорости разрезаемого .металла 4, подаваемого из обжимной клети 5, делитель 6 выходного сигнала датчика 3, блок 7 регулирования скорости двигателей 5 вращения барабана по заданному отнощению линейной скорости ножей ножниц к cKqpocTH металла, датчик 9 оборотов барабана, счетчик 10 оборотов барабанов, блок // для фиксации отсчета заданного числа оборотов барабана с входом 12 уттанки, блок /5 управления резом, электрический мост, одним илечом которого является задатчик 14 отрезаемой длины металла, вторым - задатчик 15 длины
траектории движения ножей, третьим - задатчик - 16 отнощения линейной скорости ножей к скорости металла, четвертым-управляемое сопротивление 17, измеритель 18 разбаланса моста, соединенный с ним генератор 19 имнульсов, включаемый при разбалансе моста, счетчик 20 импульсов, вход которого соединен с генератором 19, а выходы - с соп,ротивлением 17 и входом 12 уставки блока //. Задатчик 16 кинематически связан с
Устройство (работает следующим образом.
Перед началом работы оператор устаяавливает в задатчике 14 соцротивление, пропорциональное заданной отрезаемой длине L металла, в задатчике 16 и делителе 6 - сопротивление, пропорциональное отношению
(где У „линейная скорость .ножей, V -скорость металла), в задатчике 15 - сопротнвленне, нропорцнональное длине траектории движения ножей. Мост находится в равновесии, если сопротивление 17 пропорционально числу оборотов барабана, требуемому для отрезання заданной длн.ны L металла. В этом случае соотношение сопротивлений плечей моста соответствует выраже(нию
- 11- / -JЕсли сопротнвлеиие 17 не пронорционально HCKOMOiMy числу Л , появляется разбаланс моста, .и измеритель 18 этого разбаланса включает генфатор 19 импульсов. Счетчик 20 ведет счет импульсов, Поступаюш,их от генератора. Вы.ходы сметчика в процессе счета импульсов изменяют величину сопротивления 17 в сторону приближения к искомой величине, пропорциональной числу N. Когда сопротивление 17 ;сггановится равным этой искомой величине, разбаланс моста становится равным нулю, и измеритель 18 выключает генераТ0)р 19, а в счетчике 20 сохраняется искомое ЧИСЛО , пропорциональное Л . Это искомое число подается из счетчика 20 на вход 12 уставки блока //. При двил :енни металла отношение , задаваемое делителем 6, поддер м
живается блоком 7, который регулирует скорость двигателя 8. Для этого в блок 7 подаются напряження с датчика / и с датчика 3 через делитель 6. Датчик 9 вырабатывает импульсы, каждый из которых соответствует OHределевному углу поворота барабана, например одному его обороту. Число этих импульсов, сосчитанное счетчиком 10, поступает в блок //, где уравнивается с число.м, поступившим на вход 12 в качестве уставки.
Когда число, поступившее от счетчика 10 в блок 11, будет равно .величине уставки, поступившей на вход 12, блок // подает в блок 13 сипнал на соверн1ение реза.
Предмет изобретения
Устройство для управления летучи.ми барабанными ножницами, содержащее датчик скорости вращения барабана, датчик скорости разрезаемого металла, делитель выходного сигнала этого датчика, блок регулирования скорости вращення бараба(на по заданному отношению линейной скорости ножей ножниц к скорости металла, датчик оборотов барабана, счетчик оборотов барабана, блок для фиксации отсчета заданного чнсла оборотов барабана с входом уставки и блок управления резом, отличающееся тем, что, с целью повышения точности резки металла на отрезки задайной длины, в нем установлен электрический мост, одним плечом которого является задатчик отрезаемой длины металла, вторым -задатч ик дли/ны траектории движения ножей,
третьим - задатчик отношеиия линейной скорости ножей к скорости металла, кинематически связанный с делителем выходного сигнала датчика скорости металла, четвертым - управляемое сопротивление, а также измеритель разбаланса моста, соедииенный с ним генератор имнульсов, включаемый при разбалансе моста, и счетчик импульсов, вход которого соединен с указанным генератором, а выходы - с управляемым сопротивлением и входом уставки блока для фиксации отсчета заданного числа оборотов барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЛЕТУЧИМИ БАРАБАННЫМИ НОЖНИЦАМИ | 1973 |
|
SU384668A1 |
| Устройство для раскроя мелкосортного раската на заданное число полос | 1974 |
|
SU519237A1 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Система управления пневмоприводом летучих ножниц | 1989 |
|
SU1655674A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1989 |
|
SU1687383A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1989 |
|
SU1655668A1 |