Изобретение относится к области дуговой сварки и может быть иснользовано при двусторонней сварке сииралыюшовиых труб.
Известе способ нанравления сварочиой головки, при котором ее перемещают по сигналу, вырабатываемому датчиком положения кромок с учетол времени заназдывания, равного времени перемещения точки измерения в положение сварки. Однако такой способ не учитывает осевое смещение трубы.
Предложенный способ отличается тем, что сигнал, управляющий перемещением головки, получают путем измерения расстояния между точками па противоположных кромках полосы, лежащими на прямой, параллельной оси трубы, и суммирования интерполированного значения отклонепия указаипого расстояния от исходного с текущим осевым смещением трубы. Это позволяет повысить качество свар пого соединения.
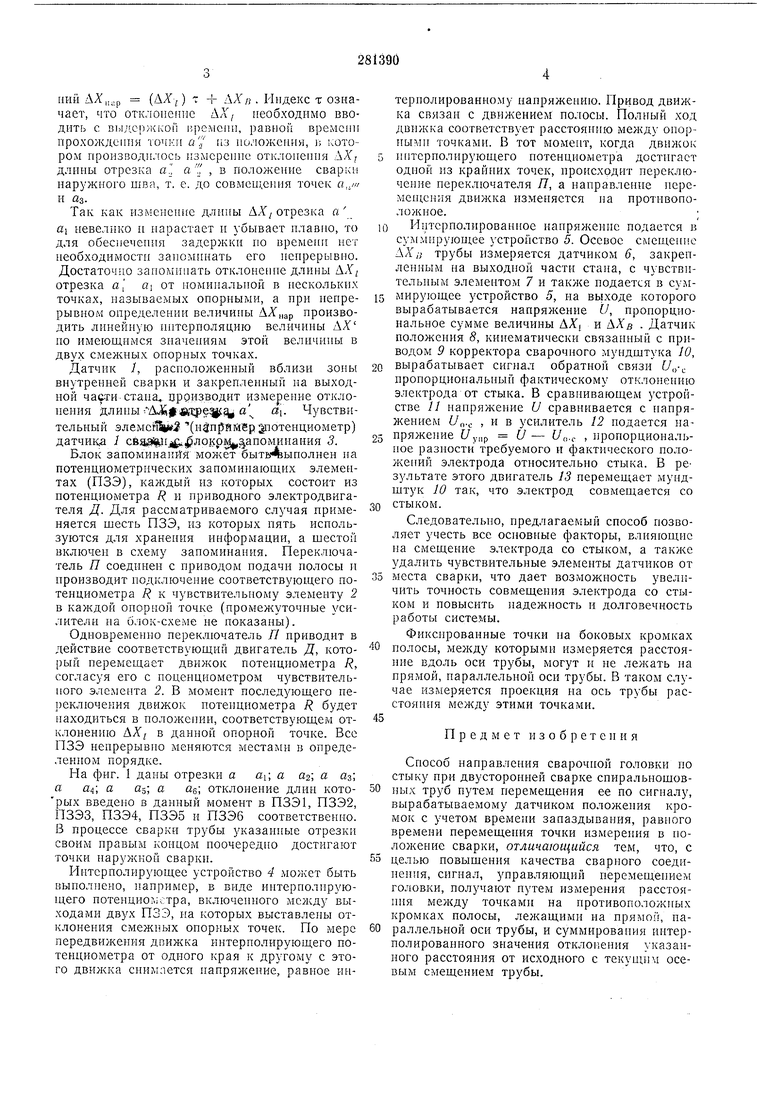
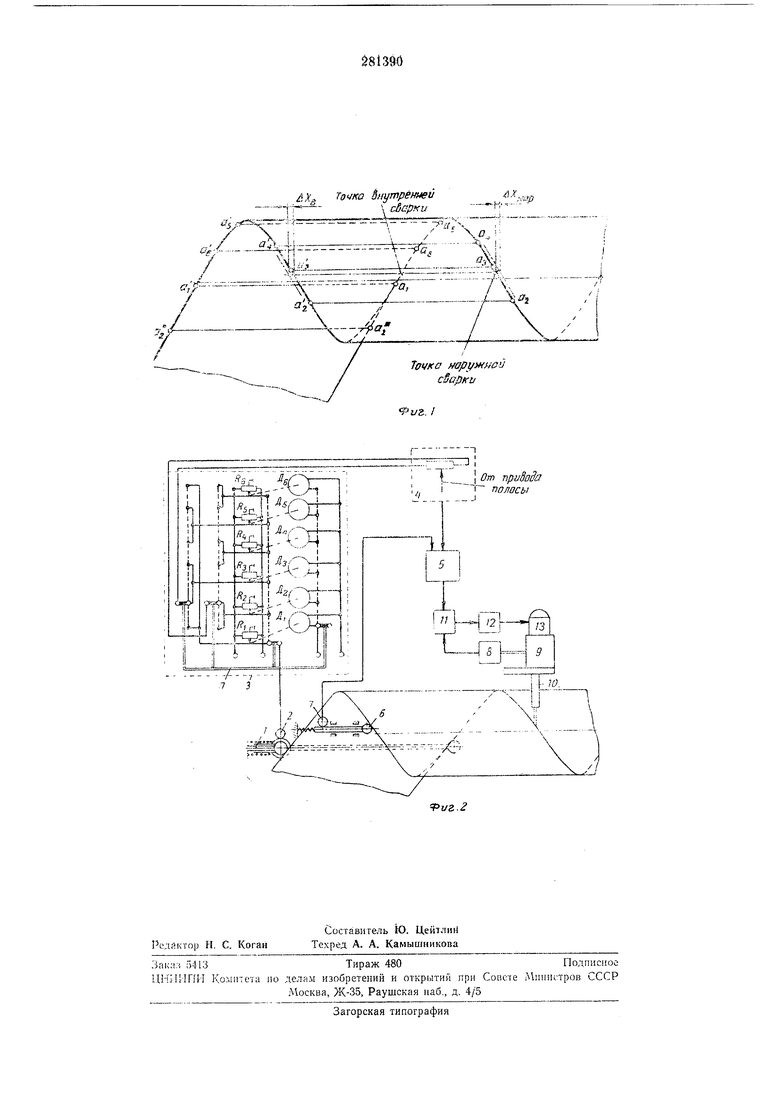
Па фиг. 1 ноказана схема определения смеП1,еиия головки; на фиг. 2 - схема управления го.ювкой по сигналам от датчиков.
Сущность способа заключается в следуюН1,ем.
части стаиа, направление коррекции муидштука параллельпо оси трубы.
В точке oi производится приварка полосы к уже готовой (сформироваиной и частично сваренной) трубе, ноэтол у длина отрезка а
fli, отмереипого па трубе, не измепяется при дальнейшем продвижении трубы вдоль выходной части стана, и указанный отрезок все время остается параллельным оси трубы.
Если через промежуток времени, равный времени прохождения точки на левой кромке полосы из полол епня а , в ноложегиш а , отложить от точки а вдоль оси трубы длину отрезка а , «i, то правый конец этого отрезка совпадает с линией стыка, т. е. с точкой наружной сварки. Следовательно, отклонение длины отрезка а Я от номинальной (исходной или расчетной) в результате
изменения параметров формовки трубы должио быть учтеио при иределенпн смещения электрода со стыка для наружной головки. Кроме того, за время ирохождення отрезка а ai в ноложение а . Оз точка а на кромке нолосы может смещаться вдоль оси трубы (в результате измепеиия ширины нолосы, наличия ребровой кривизны и иежесткости стана) на величину ЛХд . Поэтому величина смещения АХ „яр электрода наружной сварки со
НИИ ЛА:,,,.р () т -I- ДА/;. Индекс т означает, что отклопе.( ДА , необходимо вводить с выдсржкоГ иремепп, равной времени ирохождеппя точки и из положения, п ivOTOром нроизводнлось измерение отклонения ДА/ длииы отрезка а . а , в иоложенне сварки иаружного шва, т. е. до еовмен;,ения точек о,./// и из. Так как изменение длины отрезка а
ai невелико и нарастает и убывает нлавно, то для обесиечения задержки ио времени нет необходимости запоминать его иенрерывио. Достаточно заномшшть отклонение длины Д., отрезка о., Я от номинальной в нескольких точках, называемых оиорными, а при иеирерывном определении величины ДХ„ар производить линейную иитериоляцию величины АХ по имеюш,имся зиачениям этой величины в двух смежных онорных точ1сах.
Датчик /, расиоложеииый вблизи зоны виутреиией сварки и закрепленный на выходной стаиа, ороизводит измерение отклоиеиия длииы AJiJiji pe а а. Чувствительиый элемейи (нЗпрйй ер иотенциометр) датчик,а 1 сваа1 14.,0локрь5 аиомииаиия 3.
Блок запоминания может бытгтеьшолнен на потеициометрических запомииающих элемеитах (ПЗЭ), каждый из которых состоит из потенциометра R и приводного электродвигателя Д. Для рассматриваемого случая примеияется шесть ПЗЭ, из которых иять используются для хранения информации, а шестой включеи Б схему запоминания. Переключатель Я соедииеи с ириводом иодачи полосы и ироизводит иодключение соответствующего потенциометра / к чувствительному элементу 2 в каждой опорной точке (промежуточные усилители па блок-схеме пе показаны).
Одиовремеппо переключатель Л приводит в действие соответствуюидий двигатель Д, который иеремещает движок потенциометра /, согласуя его с иоцеициометром чувствительного элемента 2. В момент последуюш,его ие)еключеиия движок потенциометра R. будет находиться в положении, соответствуюш,ем отклонению Xi в данной опорной точке. Все ПЗЭ непрерывно меняются местами в определенном порядке.
На фиг. 1 даны отрезки а ai; а as; а аз; а , а а , отклонение длин которых введеио в данный момеит в ПЗЭ1, ПЗЭ2, ПЗЭЗ, ПЗЭ4, ПЗЭ5 и ПЗЭ6 соответствеиио. В процессе сварки трубы указанные отрезки своим иравым концом иоочередио достигают точки наружной сварки.
Иитерполирующее уетройство 4 может быть вьшолнено, апример, в виде интернолирующего потенцио и;:тра, включеиного между выходами двух ПЗЭ, иа которых выставлены отклонеиия емежных оиорных точек. По мере передвижеиия дпижка интернолирующего иотеициометра от одиого края к другому с этого движка снимпется иаиряжеиие, равиое интерполированному напряжению. Привод движка связан с движением иолосы. Полный ход движка соответствует расстоянию между опорными точками. В тот момент, когда движок Г) иитерполируюш,его иотеициометра достигает одиой из крайних точек, происходит переключение иереключателя П, а иаиравление иеремен1,ения движка изменяется на противоиоложиое.;
10 РТнтериолироваииое ианряжение подается в сум.лнрующее стройство 5. Осевое смещение ДА;; трубы измеряется датчиком 6, закрепленным на выходной части стана, с чувствительным элемеитом 7 и также подается в суммирующее устройство 5, иа вь1ходе которого вырабатывается напряжение U, проиорциональное еумме величины AXi и ДАй . Датчик положения 8, кинематически связанный с приводом 9 корректора сварочиого мундштука 10,
0 вырабатывает сигнал обратной связи U,,пропорциоиальный фактическому отклонению электрода от стыка. В сравнивающем устройстве / наиряжение U сравнивается с иаиряжением Уп-с . и в усилитель 12 нодается иа5 пряжение 7, U - и„.с , пропорциональное разности требуемого и фактического положений электрода относительно стыка. В результате этого двигатель 13 перемещает мундштук 10 так, что электрод совмещается со
стыком.
Следователыю, предлагаемый способ позволяет учесть все основные факторы, влияющие иа смещение электрода со стыком, а также удалить чувствительные элементы датчиков от
5 места сварки, что дает возможность увеличить точиость совмещения электрода со стыком и повысить иадежиость и долговечность работы системы.
Фиксированные точки иа боковых кромках
иолосы, между которыми измеряется расстояние оси трубы, могут и не лежать на прямой, иараллельной оси трубы. В таком случае измеряется проекция иа ось трубы расстояния между этими точками.
Предмет изобретения
Сиособ иаиравления сварочиой головки но стыку при двусторонней сварке сииральиошов0 ных труб путем иеремещеиия ее но еигналу, вырабатываемому датчиком положения кромок с учетом времени заиаздываиия, равного времени перемещения точки измерения в положение сварки, отличающийся тем, что, с
5 целью иовышення качества сварного соединения, сигиал, управляющий иеремещеиием головки, получают путем измерения расстояпня между точками на противоположных кромках полосы, лежащими на прямой, на0 раллельиой оси трубы, и суммироваиия интерполироваиного значения отклоиеиия указанного расстояния от исходного с текуищм осевым смещением трубы.
ToJKo Ьпутрёняей cUcpKu
TOVKO
cSafj/fu
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДАТЧИК УГЛА НАКЛОНА СВАРОЧНОЙ ГОЛОВКИ | 2015 |
|
RU2597847C1 |
| СПОСОБ НАПРАВЛЕНИЯ СВАРОЧНОЙ ГОЛОВКИПО СТЫКУ | 1970 |
|
SU282275A1 |
| ФУНКЦИОНАЛЬНЫЙ ДАТЧИК ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ СВАРОЧНОЙ ВАННЫ | 2003 |
|
RU2241207C1 |
| Способ и устройство для автоматического регулирования толщины стальной полосы в процессе горячего проката | 1957 |
|
SU124401A1 |
| Автомат для электрошлаковой сварки | 1987 |
|
SU1500452A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ ПРЯМОЛИНЕЙНЫХ швов с АВТОМАТИЧЕСКИМ НАПРАВЛЕНИЕМ ЭЛЕКТРОДАПО СТЫКУ | 1970 |
|
SU274272A1 |
| СПОСОБ НАПРАВЛЕНИЯ СВАРОЧНЫХ ГОЛОВОК ПО СТЫКУ ПРИ ДВУСТОРОННЕЙ СВАРКЕ СПИРАЛЬНОШОВНЫХ ТРУБ | 1969 |
|
SU233147A1 |
| Устройство для стыковой контактной сварки труб из термопластов | 1990 |
|
SU1742092A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДИАМЕТРА ПРОВОДА В ПРОЦЕССЕ ЕГО ИЗОЛИРОВАНИЯ | 1973 |
|
SU388304A1 |
| Следящее устройство для сварки | 1987 |
|
SU1734971A1 |
fterot
i fj 0m npuSoSa
I полосы
