Известное устройство для дуговой сварки прямолинейных швов с автоматическим направлением электрода по стыку содержит сварочную головку с приводом ее перемещения вдоль стыка и приводной механизм поперечного перемещения головки, электрически связанный с выходом блока сравнения, установленного в схеме унравления. Недостаток такого устройства в том, что, как правило, не удается расположить линию стыка параллельно нанравляющим сварочного перемещения.
Предлагаемое устройство позволяет автоматически направлять электрод по стыку на прямолинейных участках без каких-либо датчиков в зоне сварки, причем надежность системы не зависит от состояния поверхности и кромок свариваемых листов.
Отличие предлагаемого устройства от известного состоит в том, что привод перемещения сварочной головки вдоль стыка кинематически связан с движком интерполирующего потенциометра, пропорционального по длине свариваемому участку и подключенного к выходам двух других потенциометров, введенных в схему управления и определяющих ординаты точек начала и конца сварки. При этом выход интерполирующего потенциометра подключен к блоку сравнения для определения требуемого положения сварочной головки, а для определения действительного ее положения в схему управления введен четвертый потенциометр, выход которого также подключен к блоку сравнения, а его движок кинематически связан с приводом поперечного перемещения головки.
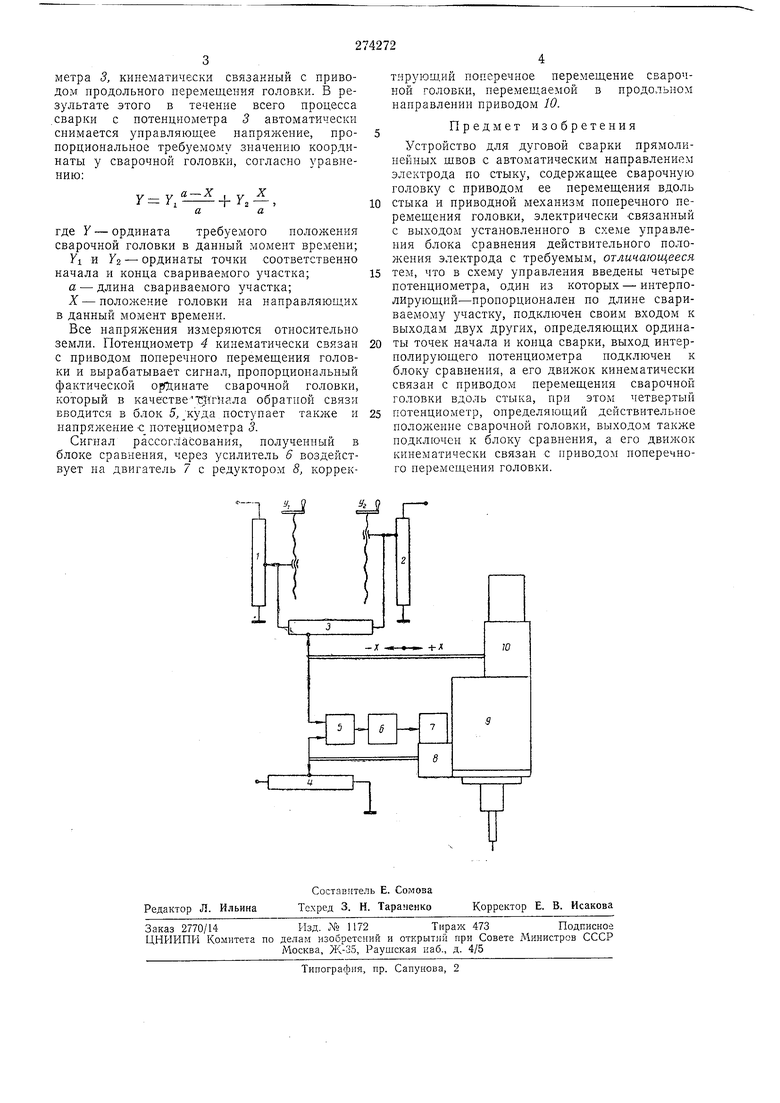
На чертеже дана блок-схема описываемого устройства.
Устройство содержит задающие потенциометры 1 и 2, интерполирующий потенциометр 3, пропорциональный по длине свариваемому участку, потенциометр 4, блок 5 сравнения, усилитель 6, двигатель 7 поперечного перемещения головки, редуктор 8, сварочную головку 9 и привод 10 ее продольного
перемещения.
Устройство работает следующим образом. Принимают за ось X линию, соответствующую продольному перемещению сварочной головки по направляющим (на чертеже не показаны). Замеряют ординаты начала и конца стыка и устанавливают их (вручную или автоматически) на потенциометрах 1 и 2, в результате чего с потенциометра 7 снимается напряжение, пропорциональное координате
YI, а с потенциометра 2 - напряжение, пропорциональное координате -2. Полученные напряжения подаются на концы потенциометра 3. По мере пере1мещения сварочной головки