РЬобретение относится ,к области «аялавки паверхиостей шнека H3iHOcocTO K«M материалом.
HsiBecTHO устройство для автомат ичес -ой наплавки сложных ловерхдостей, содержащее пр,ивод«ой iexaiH«3M вращен ия изделия, сварочную головку, ВКлючающую в себя перемещающийся 1ИО |На1П|р авляющ,И|М /корпус с укрепленным на нем держателем мундштука, копир и систему управления.
Предложенное устройство позволяет повысить производительность труда при наплавке поверхностей шнека и отличается от известного тем, что снабжено дополнительной сварочной голавкой для наплавки поверхности пера шнека, привод держателя мундштука которой выполнен в виде реечно-храпового механизма, работающего от электромагнита, управляемого кулачком, взаимодействующим с приводом вращения изделия через шаговый искатель, а сварочная головка, предназначенная для наплавки поверхности вала шнека, выполнена управляемой кулачком, взаимодействующим с приводом вращеиия изделия через реле времени.
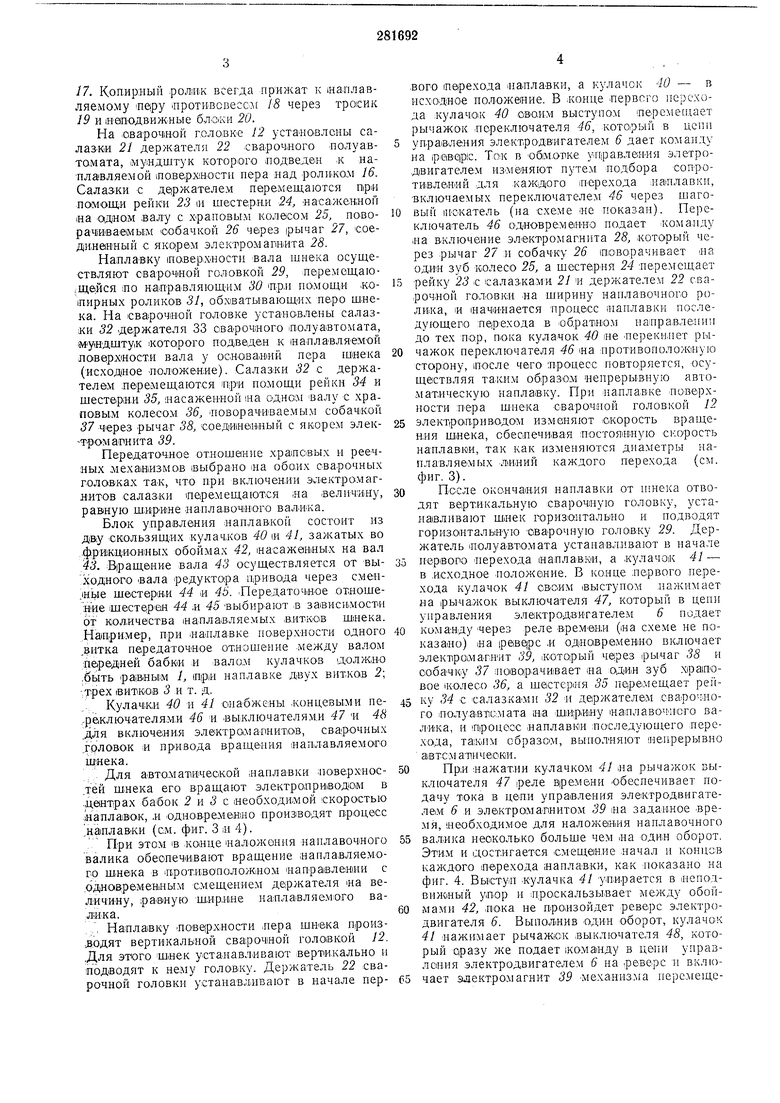
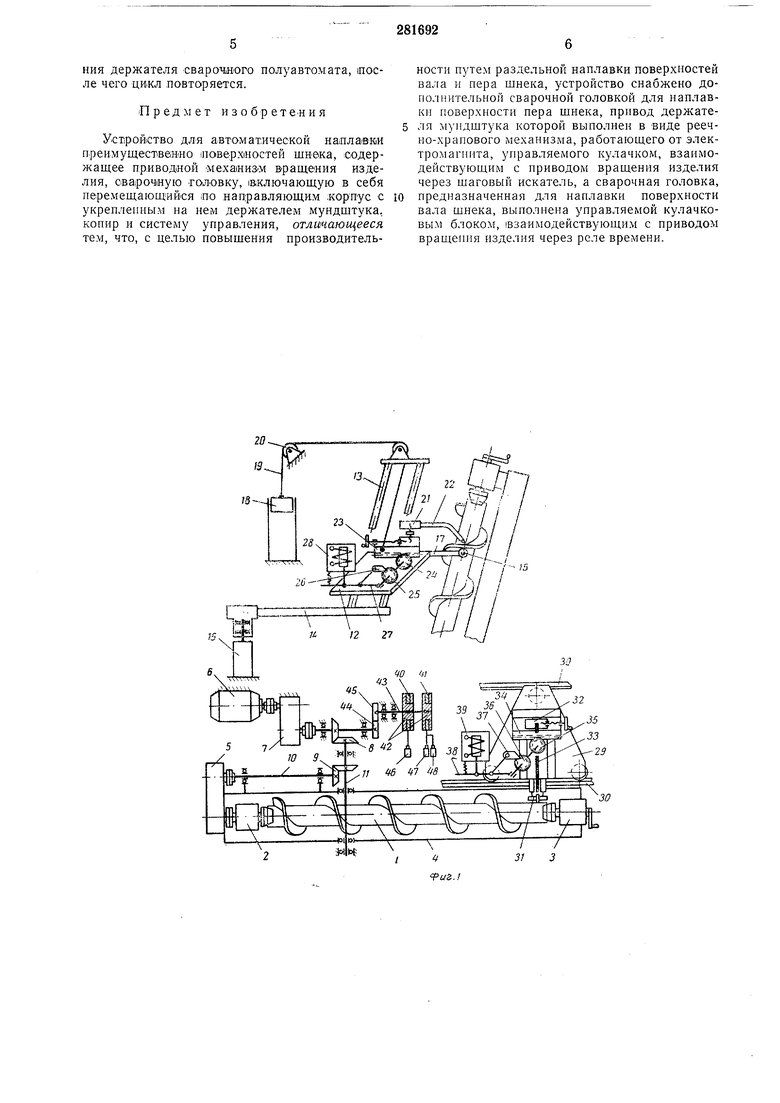
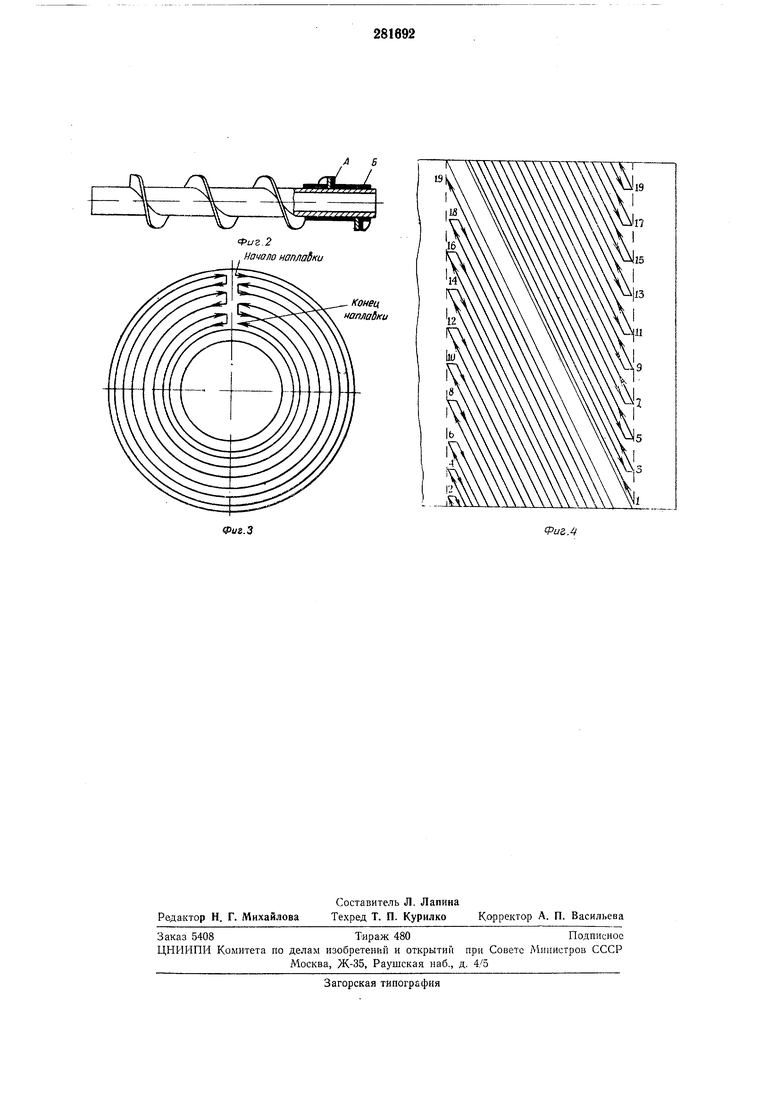
Па 1ФИГ. 1 токазаиа схема лредложенного устройства; на фиг. 2 - схема лаплавки поверХ1Н|Остей шеека (Л - .поверх1ность пера, Б - noBeipxiHOCTb вала); иа ф,иг. 3 - схема яаложения на1пла1вочных валиков (линий) по паверхиости inepa шнека; «а ф.иг. 4 - схема наложения на-плавочных валиков (линий) на развертке поверхности вала шнека на длине одного витка (шага) юера (цифрам:И обозначены :порядк овые номера /проходов наплавки). Наплавляемый шнек / уста:навлан в центрах передней 2 и задней 5 бабок, которые гмонтируются :на поворотной раме 4. Шнак насажен на вал бабки 2, соединенный с коробкой передач 5. Вращена1е от электродвигателя 6 п.остоянного тока, управляемого через магнитный уоил.итель (на схеме не ооказая), до 1каробки пе-редач осуществляется через редуктор 7, конические нары шестерен 8 и 9 и нромежуточный вал 10, соединен:ный с входным валом коробки 1п,редач. Для обеспечения возможности поворота рама 4 установлена в подШипники вала // шестерен 8 и 9, что дает
возможность устанавливать .наплавляемый шнек IB центрах на раме так, чтобы наплавляемая паверх1ность на пере и на валу шнека была бы в горизонтальном положении.
Панлавку поверхности пера шнека осущестБляют сварочной головкой 12, перемещающ ейся Hio нап равляющим 13, установленным на консоли М, отводимой от 1наплавляемого шнека на стойке 15. Наплавляемую поверхность Ш1нека копирует ролик 16, установлен17. Коп,ир:ный ролик всегда прижат к 1на1Г1лавляемому inqpy inpoTi-iBciseccM 18 через тросик 19 и наподвиж.ные 20.
На iOBap04iHOH головке 12 установлены салазки 21 держателя 22 сварочного полуавтомата, 1му«дштук KOTOpioa подведен к наплавляемой ловерхиостн пера над ролико.м 16. Салазки с держателем перемещаются помощи рейки 23 1И шестерп.и 24, «аса.женной «а одао.м .валу с храповым колесом 25, поворачиваемым собачкой 26 через |рычаг 27, соединв№ный с яко|рем электромарвита 28.
Наплавку 1паверх.ности вала намека осуществляют сварочвой головкой 29, перемещаю;Щеися :по направляюЩИМ 30 прп П01МОЩ:И ко1пир:ных роликов 31, обхщатываюЩИх перо шиека. На сварочной головке установлены салазки 32 держателя 33 сварочного |П10луавтомата, муедшту.к которого подведен к 1наплавляе:мОЙ пове рХ1ности вала у Основан1ий пера шнека (исходное положение). Салаз:ки 32 с держателем перемещаются при помощи рейки 34 и шестерин 35, насаженной 1на одном валу с храповым колесом 36, поворачиваемым собачкой 57 рычаг 38, соединенный с якорем элек-тромагнита 39.
Передаточное отношение храповых и реечных механизмов выбрано -на обо,их сварочных головках так, что при включении электромагнитов салаЗ|Ки перемещаются на .величину, равную ширине наплавочного .
Блок управления наплав,ко11 состоит из дву скользящих кулач,ков 40 41, зажатых во ,.фри1кционных обоймах 42, насажанных на вал 43. Вращение вала 43 осуществляется от выходного вала редуктора привода через сменjHbie шестерни 44 и 4й. .Передаточное отношение шестервн 44 и 45 выбирают в за1виси1мости QT количества наплавляемых в,итков шнека. Например, при .наплавке поверхности одного витка передаточное отношение между валом передней бабки и .валом кулачков должно .быть paiBHbiM 1, прн наплавке двух витков 2; .трех 1витко1в tJ и т. д.
Кулачки 40 и 41 снабжены .конп,евЫ:МИ не,{3бключ.ателя.ми 46 и .выключателям.и 47 и 4S для включения электромагнитов, сварочных трловок и привода вращения наплавляемого щнека.
, Для авто.мати.чеокой наплавки ;пове.рхностей ш.нека его вращают злектро.приводом в ..центрах бабок 2 и 5 с необходи-мой скоростью 1напла1вок, и одно.вре.ме1Н1НО произ1во.дят пр.оцес.с наилавки (см. фиг, 3 in 4). . При этом в .конце наложения наплавочного валика обеспечивают в.ращение ;наплавляемого шнека в «ротивоположном нанравлен ии с одновремевным смещением держателя на величину, равную шир.ине наплавляемого ва,лика.
.., Наплавку поверхности .пера шнека произдодят вертикальной сварочной головкой 12. .Для этого шнек у.станавл.ивают вертикально и подводят к не,му головку. Держатель 22 сварочной головки устанавл.ивают в начале первого 1П9рехо.да наплавки, а кулачок 40 - в исх.о.дное пол.ожение. В 1конце .первого перехода :кулач.ок 40 ов.оим выступом неремепдает рычажок .переключателя 46, который в цепи упра В|Ления электродвигателем 6 дает команду на ip.ciBqpic. ToiK в обм.отке управления элетродвигателем из.меняют путем подбора сопротивлений для каждого 1Н.ерехода нанлавкн, включаемых переключателем 46 через шаговый «юкатель (на схеме не показан). Переключатель 46 одновременно подает .команду |На В:Ключение электромагнита 28, .который через рычаг 27 и собачку 26 (поворачивает на один зуб «.олесо 25, а шестерня 24 перемещает
рейку 23 .с салаЗ:Ками 21 и держателе.м 22 сварочной гоаовки .на ширину нанлавочног.о ролика, 1И (начинается процесс наплавки последующего перехода в .обратном на1правлении до тех пор, пока кулачок 40 не .переки.пет рычажок переключателя 46 на противоположную сторону, птосле чего процесс повторяется, осуществляя та.к.им об.разо,м иепрерывную автоматическую наплавку. При наллавке по-верхности п.ера шнека сварочной головкой 12
электрон.рив.одом изменяют .скорость вращеН;ия шнека, обеспечивая постоянную скорость наплавки, так как изменяются диаметры наплавляемых линий каждого перехода (см. фиг. 3).
окончания нанлавки от niHeica отводят вертикальную сварочную головку, устанавливают шнек горизонтально и подводят горизонтальную сварочную голов:ку 29. Держатель иолуа.втомата устанавл.ивают в начале
первого .перехода (наплавки, а .кулачок 41 - в .исходное положение. В конце :первого перехода кулачок 41 св.аим выступом нажимает на рычажок выключателя 47, который в цепи управления электродвигателем 6 подает
команду через реле врем.ени (на схеме не показано) на реве|рс и одиавременно в слючает Электр0|Ма.гнит 39, адаторый через рычаг 38 и собачку 37 ;новор.ачи1вает (на один зуб xipamoвое (колесо 36, а швстер1ня 55 перемещает peiiку 34 с салазка мн 32 и держателем сварочного 1полуавтс:мата на .ширину нaнлaвoч.пioгo валика, и П роцесс .наплавки ;последуюп1,его перехода, TaiKnM образом, вын.олняют непрерывно автсмапичеоки.
При кулачком 41 на рычажок выключателя 47 реле времени о.5еспечивает подачу тока в цепи управления электродвигателем 6 и Электр01ма.пнитом 39 на заданное .вре.мя, необхо.димое для наложения наплавочного
вал. несколько больше чем на один оборот. Эти.м и достигается .смещен.ие .начал и концов каждого перехода наплавки, как .показано на фиг. 4. Выступ .кулачка 41 уннрается в неподвижный унор и проскальзывает между обоймами 42, .пока не произойдет реверс электродвигателя 6. Выполнив .один оборот, кулачок 41 нажимает рычаж(ок .выключателя 48, который сразу же подает (команду в цени управления электродвигателем 6 на реверс и вклюния держателя сварочн-ого полуавтомата, inocле чего цикл повторяется.
Предмет изобрете ния
Устройство для автоматической наплавки п.реимуществеино аюверхностей шнека, содержащее приводной :меха1низ-м Вращеиия изделия, oBaip04iHyio головку, гаключающую в себя перемещающ ийся оо направляющим корпус с укрепленным на нем держателем мундштука, копир и систему управления, отличающееся тем, что, с целью повыщения производительности путем раздельной наплавки поверхностей вала и пера шнека, устройство снабжено дополнительной сварочной головкой для наплавкн поверхности пера шнека, привод держателя мундштука которой выполнен в виде реечно-храпового механизма, работаюш.его от электромагнита, унравляемого кулачком, взаимодействующим с ириводом вращения изделия через шаговый искатель, а сварочная головка, предназначенная для наплавки поверхности вала шнека, выполнена управляемой кулачковым блоком, взаимодействуюшим с приводом вращения изделия через реле времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наплавки | 1972 |
|
SU473578A1 |
| Установка для электродуговой наплавки | 1989 |
|
SU1646736A1 |
| МЕХАНИЧЕСКОЕ РЕЛЕ | 1973 |
|
SU408728A1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ НАПЛАВКИ ЛЕНТОЧНЫМ ЗЛЕКТРОДОМ | 1967 |
|
SU197822A1 |
| ГОЛОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ | 1970 |
|
SU258489A1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В КЛАВИАТУРНЫХ ЩИТАХ ПИАНИНО И РОЯЛЕЙ | 1973 |
|
SU377232A1 |
| УСТРОЙСТВО для ОТМЕРИВАНИЯ ЗАДАННОЙ ДЛИНЫ ПОЛОТНА НА МАШИНЕ | 1967 |
|
SU200573A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
| ЯАТГ.-Т-.Т ТЕХ№ ;:i-,^БИБЛИОТГКЛ | 1966 |
|
SU188912A1 |
Риг.2 Начало наплабки чоплабки
конец
