Изобретение относится к области сварочной техники и может быть использовано в промышленпости и сельском хозяйстве для восстановления изношенных деталей « узлов.
Известны головки, содержащие механизм подачи проволоки и мундштук, обеспечивающий колебания проволоки. Однако наличие двух приводов (для лодачи проволоки и ее колебания), неравномерная подача сварочной проволоки из-за ее проскальзывания ведут к пониженному .качеству наллавки.
-Предложенная головка отличается тем, что механизм подачи проволоки смонтирован на одном жанце выходного вала привода, а изогнутый мундштук с наконечником закреплен на другом конце указанного вала, IB котором выполнен сквозной осевой канал для прохода проволоки. Эти отличия позволяют повысить качество наплавки и упрощают конструкцию головки.
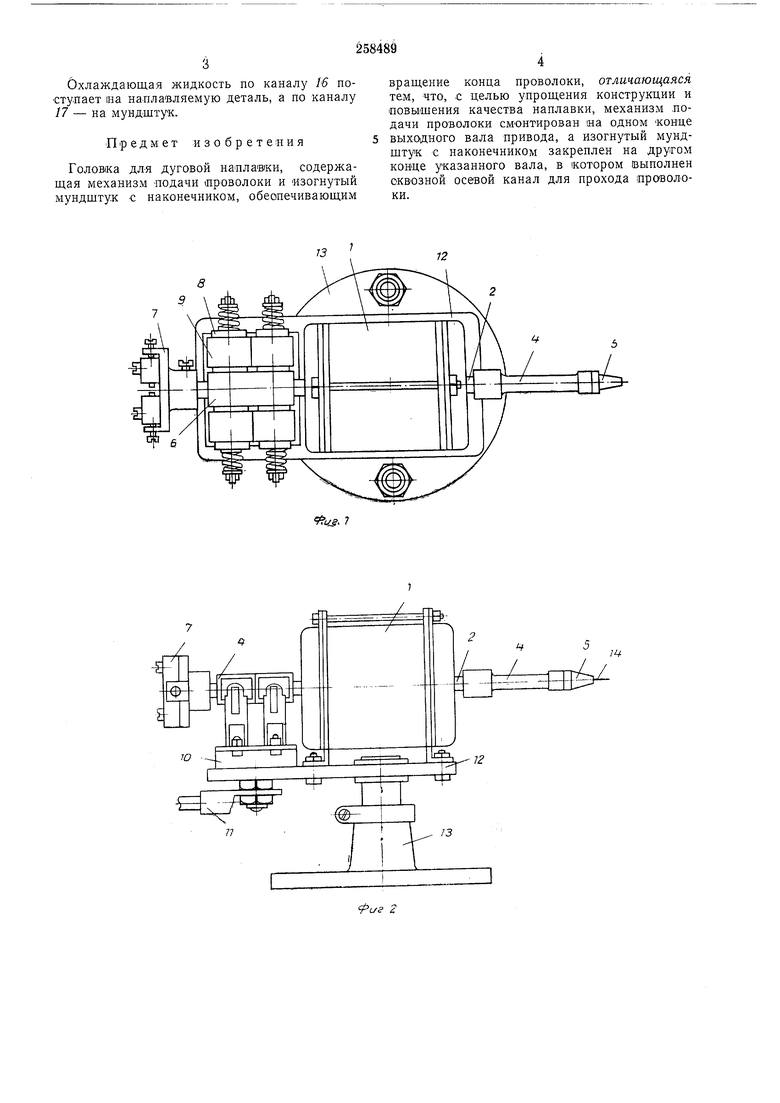
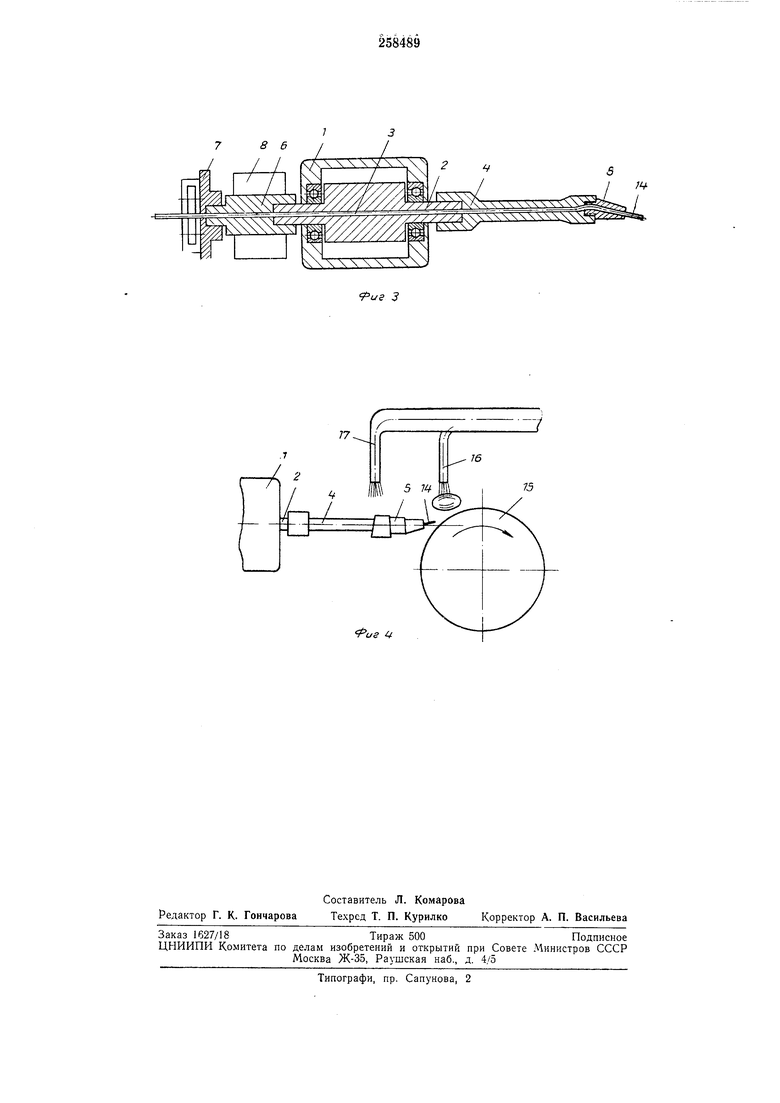
На фиг. 1 схематично изображена описываемая толовка, вид в плане; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, в разрезе; на фиг. 4 - расположение головки относительно детали.
Головка содержит электродвигатель / с просверленным оо оси вала ротора 2 каналом 3. На одном конце вала ротора закреплен изогнутый мундштук 4 с наконечником 5, на другом - контактный вал 6 из токопроводяшего материала и механизм подачи проволоки 7. К цилиндрической поверхности контактного вала плотно щетки 5 от коллекторных электрических машин. Щетки заключены в щеткодержатели 9, закрепленные на лметаллической площадке W, к которой снизу прикрепляется сварочный кабель //.
Конта1ктный вал со щетками и мундщтуком
может (располагаться по одну сторону электродвигателя, тогда сварочный ток минует ротор двигателя. Электродвигатель и Металлическая площадка со щеткодержателями закреплепы на плите 12 из непроводящего электрический
ток материала, например текстолита. Плита опирается на подставку 13 переменной высоты. Головку можно устанавливать непосредственно на Станок без подставки. Сварочный ток от сварочного генератора,
подведенный по кабелю к притертым щеткам и вращающемуся контактному валу через ротор двигателя, подводится к мундштуку на иаконечинк и сварочную проволоку 14. Последняя механизмом подачи, вращающимся
вместе с валом электродвигателя, подается к месту наплавки. От эксцентричного положения выходного отверстия наконечника конец сварочной проволоки при выходе из него описывает круг, оставляя на наплавляемой детаОхлаждающая жидкость по каналу 16 поступает на наплавляемую деталь, а по каналу 17 - на мундштук. Предмет изобретеиия Головка дл-я дуговой наплавки, содержащая механизм подачи лроволоки и изогнутый мундщтук € наконечником, обеспечивающим вращение конца проволоки, отличающаяся тем, что, € целью упрощения конструкции и повышения качества наплавки, механизм лодачи проволоки смонтирован на одном конще выходного вала привода, а изогнутый мундщтук с наконечником закреплен на другом конце указанного вала, в котором выполнен сквозной осевой канал для прохода проволоки.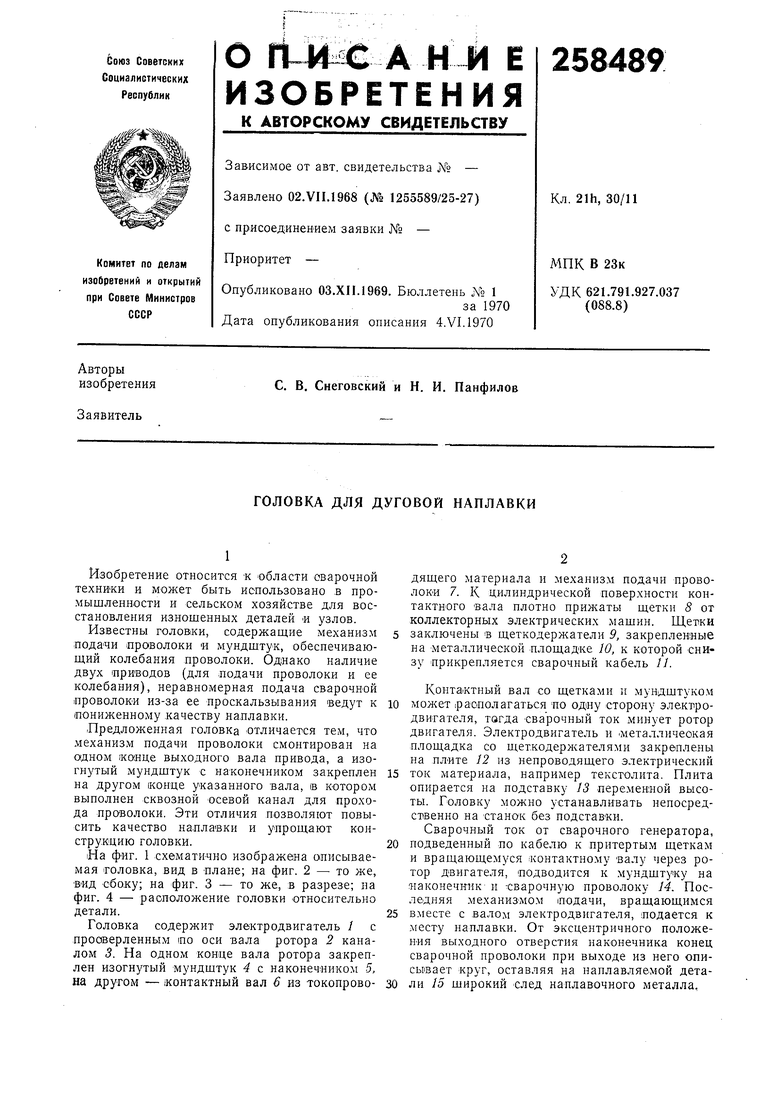
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РАДИАЛЬНЫХ ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2520882C2 |
| УСТРОЙСТВО для НАПЛАВКИ | 1973 |
|
SU404595A1 |
| Автомат для импульсно-дуговой наплавки | 1957 |
|
SU112808A1 |
| Устройство для наплавки торцов зубьев шестерен | 1986 |
|
SU1388221A1 |
| Устройство для автоматической многопроходной сварки кольцевых швов | 1972 |
|
SU438505A1 |
| Устройство для обработки отверстий | 1986 |
|
SU1428540A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| Устройство для автоматической электродуговой центробежной наплавки внутренней поверхности цилиндрических изделий | 1977 |
|
SU674644A1 |
| ГОЛОВКА ДЛЯ СВАРКИ И НАПЛАВКИ КОЛЬЦЕВЫХ ШВОВ | 1973 |
|
SU361038A1 |
fifS и
