1
Изобретение относится к области автоматики и может быть использовано для управления станком для наплавки шеек коленчатых валов.
При автоматической наплавке шеек коленчатых валов по винтовой линии для получения равномерного по толш,ине слоя наплавки без пропусков и излишних утолщений наплавляемого слоя, особенно у краев наплавки, требуется выполнение первого и последнего наплавляемых валиков без осевой подачи наплавочного мундштука относительно наплавляемой детали, т. е. по кольцу, остальные валики могут выполняться но винтовой линии. Для этого необходимо обеспечить последовательный отсчет нескольких технологических операций.
Для автоматизации управления исполнительными органами наплавочных станков, осуш,ествляюо;ими наплавку первого валика по кольцу, затем наплавку по винтовой линии и отключение сварки после выполнения завершающего кольцевого валнка, могут быть использованы механические реле.
Известно механическое реле, преимущественно для управления станком для наплавки шеек коленчатых валов, содержащее смонтированный в корпусе ведущий вал, обеспечивающий поворот по крайней мере двух управляющих кулачков, воздействующих на неподвижные электрические контакты, и переключающий электромагнитный механизм.
Однако такое реле не обеспечивает независимую работу управляющих кулачков.
С целью устранения указанного недостатка в предлагаемом механическом реле на ведущем валу соосно с ним смонтированы два независимых сепараторных кольца с щариками, охватываемыми общей обоймой, неподвижно установлениой в корпусе реле, причем на каждом сепараторном кольце смонтирован один управляющий кулачок, при этом ведущий вал установлен с возможностью осевого перемещения и на нем выполнепа шейка с двумя коническими поверхностями, направленными в противоположные стороны и поочередно взаимодействующими с шариками соответствующего сепараторного кольца при осевом перемещении ведущего вала.
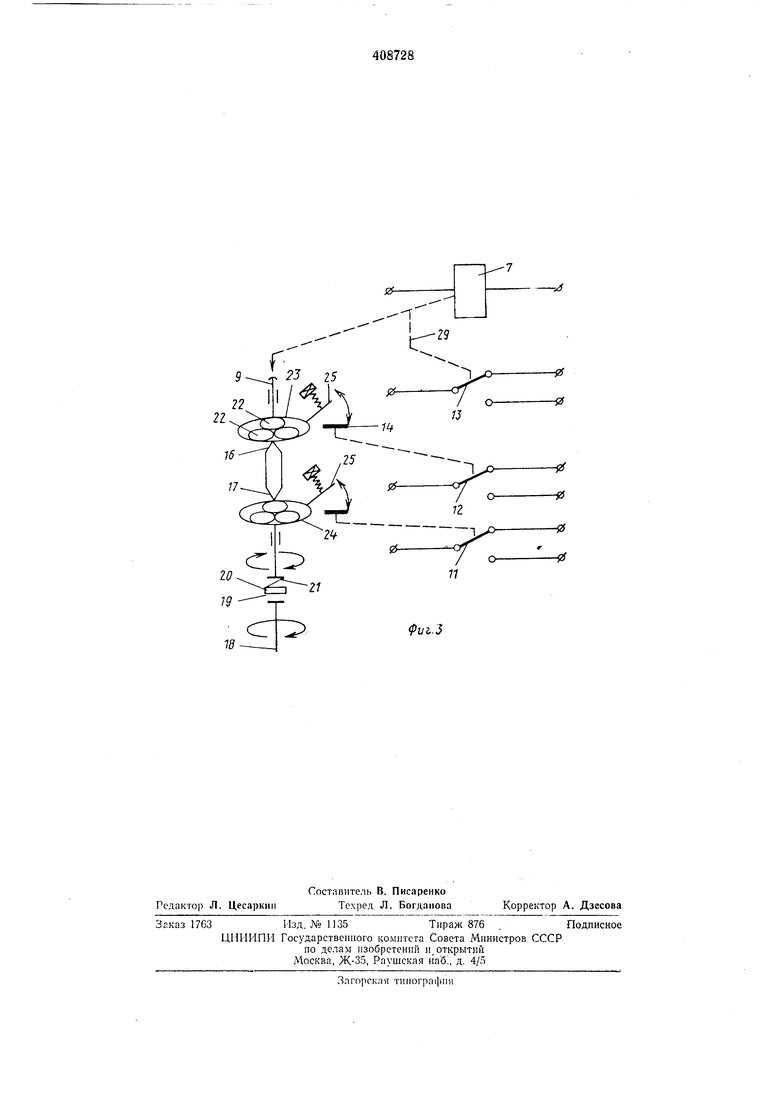
Па фиг. 1 схематично изображено предлагаемое механическое реле, общий вид, разрез; на фиг. 2-сечение по Л-Л на фиг. I; на фиг. 3-электрическая схема.
Механическое реле содержит основание / со стойкой 2, к которому болтами 3 через фланец 4 прижат сборный корпус 5, имеющий па цилиндрической поверхности 6 установочную шкалу. Па основании / закреплен также электромагнит 7, воздействующий коромыслом 8 на ведущий вал 9. Второй конец коро0 мысла S прикреплен с помощью подпружиценного викта 10 к стойке 2. На этой ясе стойке 2 закреплены микровыключатели 11- 13, две пружины 14 и ограничительный упор 15.
ВедущнГ вал 9 в своей средней части имеет шейку с коническими поверхностями 16 п 17. Ведущий вал 5 прижат к вращающемуся валу 18 станка для наплавки фрикционным элементом 19 с унругим элементом 20 посредством пружины 21, которая одновременно расклинпвает поверхностью 16 ведущего вала 9 шарики 22.
Шарпки 22 находятся в отверстиях сепараторных колец 23 и 24, имеющих кулачки 25, пропущенные сквозь прорези 26 и взаимодействующие с соответствующей пружиной/4.
Сепараторные кольца 23 и 24 удерживаются в исходном состоянии пружинами кручения 27 и 28. На стойке 2 укреплен рычаг 29, взаимодействующий с микровыключателем 1Я и коромыслом 8.
Механическое реле работает следующим образом.
При включении наплавки электромагнит 7 обесточен, вращение от вала 18 через фрикционный 19 и упругий 20 элементы передается ведущему валу 9. Ведущий вал 9 под действием 21 своей конической поверхностью 16 расклинивает щарики 22, которые, обкатываясь по дорожкам охватывающей обоймы сборного корпуса 5, увлекают сепараторное кольцо 23. После поворота на заданный угол кулачок 25 сепараторного кольца 23 воздействует на соответствующую пружину 14 и контактами микровыключателя 12 включает осевую подачу наплавочной головки, после чего наплавка осуществляется по винтовой линии. Кулачок 25, изогнув пружину 14, встречается с упором 15. Возросшее сопротивление вращению ведущего вала 9 вызывает его остановку за счет проскальзывания фрикционного элемента 19 относительно вала 18. В таком состоянии выключатель находится до момента подхода наплавочного мундщтука к заданному месту. Средствами автоматики или вручную включается электро.магнит 7, причем контакты микровыключателя 13 обеспечивают непрерывную подачу питания на электромагпит 7. Коромысло 8, сжимая пружину 21, перемещает ведущий вал 9
в осевом направлении, и освобожденные от усилия расклинивания конической новерхностью 16 щарики 22 с сепараторным кольцом 23, под действием пружины 27, возвращаются в исходное положение. Отключив контактами микровыключателя 12 иодачу, наНлавка осуществляется по кольцу. Коническая поверхность 17 ведущего вала 5 снова, вращающегося совместно с валом 18, расклинивает нгарпки 22- и увлекает сепараторное кольцо 24 с кулачком 25, который носле поворота изделия на заданный угол, необходимый для завершения наплавкн, соответствуюн1ей пружиной 14 и контактами микровыключателя /7
выключает дугу и вращение направляемой детали. Далее, после замены детали или перехода наплавочной головки к другой наплавляемой новерхностн, рабочий цикл механического реле повторяется.
Регулирование заданного угла поворота детали до срабатывания микровыключателя осуществляется поворотом сборпого корпуса 5 при отпущенных болтах 3.
Предмет изобретения
Механическое реле, преимущественно для управления станком для наплавки щеек коленчатых валов, содержащее смонтированный в кориусе ведущий вал, обеспечивающий поворот по крайней мере двух управляющих кулачков, воздействующих на неподвижные электрические контакты, н переключающий
электромагнитный механизм, отличающееся тем, что, с целью обеспечения независимой работы унравляющих кулачков, )ia ведущем валу соосно с ним смоитированы два иезависнмых сенараторных кольца с шариками, охватываемыми общей обоймой, неподвижно установленной в корнусе реле, причем на каждом сепараторном кольце смонтирован один управляющий кулачок, при этом ведущий вал установлен с возможностью осевого перемещения и на нем выполнена щейка с двумя коническими иоверхностямн, направленнымн в противоположные стороны и поочередно взаимодействующими с щариками соответствующего сепараторного кольца при осевом перемещенни ведущего вала.
f)..... tл ..
-Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки с колебаниями электрода | 1979 |
|
SU891285A1 |
| Установка для электродуговой наплавки | 1989 |
|
SU1646736A1 |
| МЕХАНИЧЕСКОЕ РЕЛЕ | 1972 |
|
SU425747A1 |
| УСТРОЙСТВО для НАПЛАВКИ | 1973 |
|
SU404595A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1970 |
|
SU281692A1 |
| УСТРОЙСТВО для ВОССТАНОВЛЕНИЯ и УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU383572A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1972 |
|
SU419335A1 |
| СТАНОК ДЛЯ НАПЛАВКИ1М^9еюзиАя I•«iinm-r?XfMiE?ra•ИБЛИОТЕКА | 1971 |
|
SU316540A1 |
| Способ восстановления чугунных распределительных валов | 1984 |
|
SU1371983A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |

13
Pvi.3
