1
Известны способы изготовления рифленого материала из стружечно-клеевой массы путем загрузки с последующим уплотнением в сужающемся канале.
Однако известные способы недостаточно эффективны, так как процесс прессования осуществляется пульсациями.
Цель изобретения - обеспечить непрерывность процесса прессования.
Достигается это тем, что уплотнение прессмассы осуществляют путем продвил ения ее между неподвижными стенками канала движущейся полосой с рифленой поверхностью.
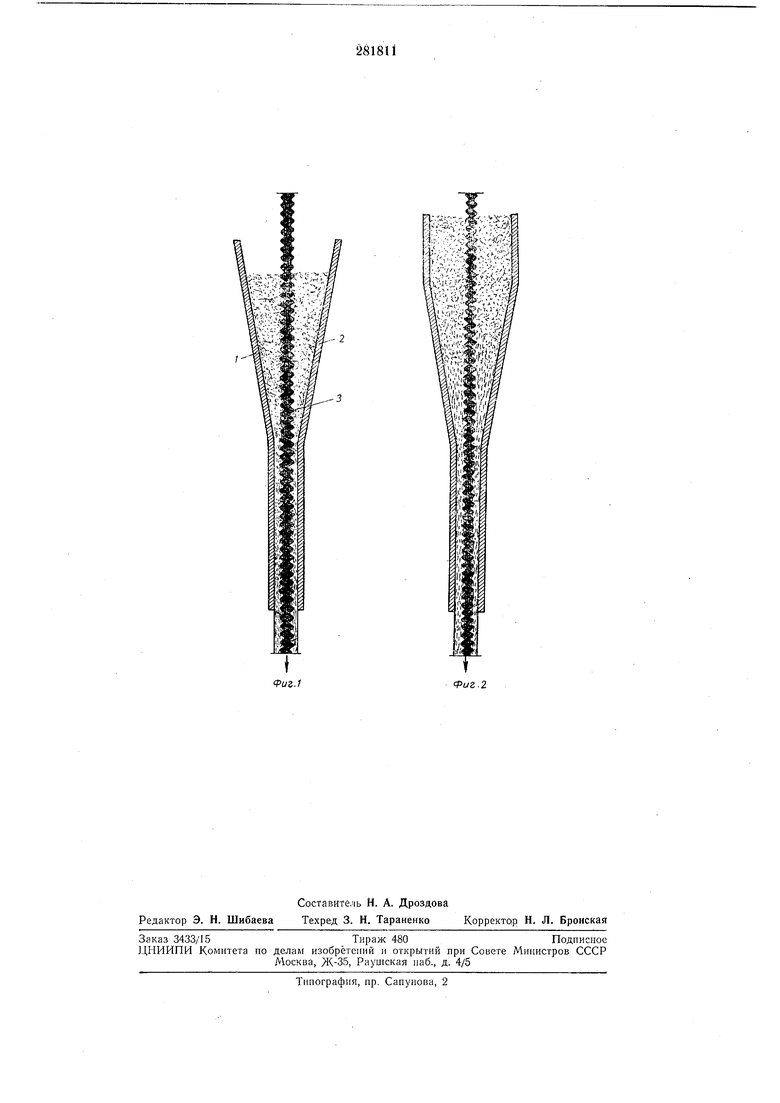
Па фиг. 1 приведена схема осуществления предлагаемого способа при непрерывной засыпке Прессмассы дозировочно-загрузочным устройством; на фиг. 2 - то же, при сплошной подаче материала.
Прессование стружечно-клеевой прессмассы и прогрев ее для полимеризации связующего происходит в неподвижном канале при равномерном движении прессмассы.
В канал, образованнош направляющими / и 2, засыпается прессмасса. Тяговый орган 3, выполненный в виде рифленой полосы цельной или составной конструкции, двигаясь сверху вниз, увлекает прессмассу и обеспечивает уплотнения ее между сужающимися направляющими. При выходе из канала обе полосы опрессованного материала и тяговый орган некоторое время движутся вместе, затем либо одна из полос материала, либо обе изгибаются, отводятся в сторону, торцуются на отрезки нужной длины.
Освобожденный тяговый орган проходит через привод, обеспечивающий его равномерное движение, и возвращается в зону загрузки,образовывая замкнутый контур.
Рифленые поверхности тягового органа выполняет две функции; обеспечивают продвижение прессмассы по каналу и формование материала с профилем определенной конфигурации. Полученные плиты обладают звукопоглощающими свойствами.
Предмет изобретения
Способ изготовления рифленого материала преимущественно из древесно-клеевой нрессмассы путем загрузки и последующего уплотнения в сужающемся канале, отличающийся тем, что, с целью новышения эффективности способа и обеспечения непрерывности процесса, уплотнение прессмассы осуществляют путем продвижения ее между неподвижными стенками канала двнжущейся полосой, имеюп;ей рифленую поверхность.
г
-3
1/1- ./-,-,- jSv vVxFl
;;.-VЛ- ,-.&--j r/VV И
|йЩ
llpSi
.
lip IP
flSf i«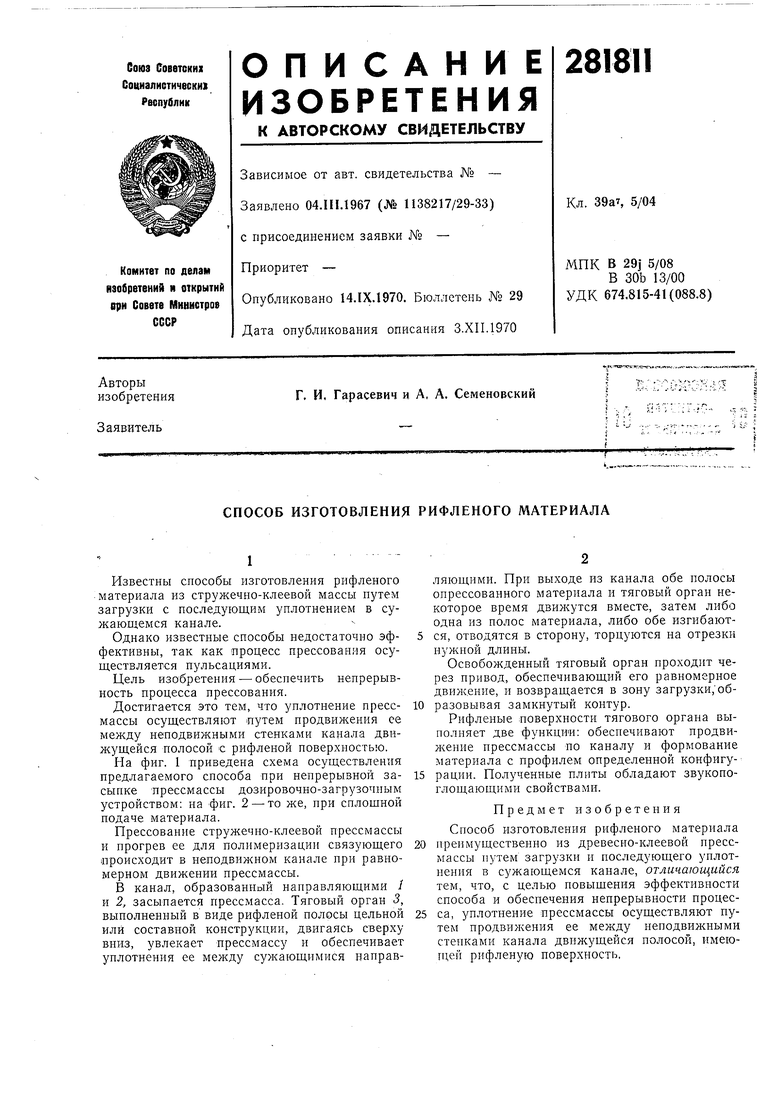
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий непрерывной длины из древесноклеевой композиции | 1973 |
|
SU471212A1 |
| ТОКОПРИЕМНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2813318C1 |
| Способ изготовления изделий из древесно-стружечной массы | 1960 |
|
SU139810A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК СО СКВОЗНОЙ полостью ТИПА КОРОБОВ | 1966 |
|
SU178479A1 |
| Линия для изготовления декоративных панелей | 1982 |
|
SU1080978A1 |
| Винтовой прессА.А.Семеновского для непрерывного изготовления изделий типа трубчатых брусьев из прессмасс | 1980 |
|
SU912536A1 |
| ЭКСТРУЗИОННЫЙ ПРЕССВПТБФОК | 1972 |
|
SU431029A1 |
| Реактор | 1988 |
|
SU1581372A1 |
| СПОСОБ И ЭКСТРУЗИОННОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БАЛОЧНЫХ ЭЛЕМЕНТОВ ЗАКРЫТОГО ПРОФИЛЯ, ГЛАВНЫМ ОБРАЗОМ ТРУБЧАТЫХ БАЛОК, И БАЛОЧНЫЙ ЭЛЕМЕНТ ЗАКРЫТОГО ПРОФИЛЯ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2010 |
|
RU2520463C2 |
| Устройство для резания табачных листьев | 1977 |
|
SU733631A1 |