Со стороны входной полости сужающегося канала опора-матрица смыкается с лотком 7, служащим для перемещения облицовочного материала от приспособления 8 для крепления и подачи облицовочного материала.
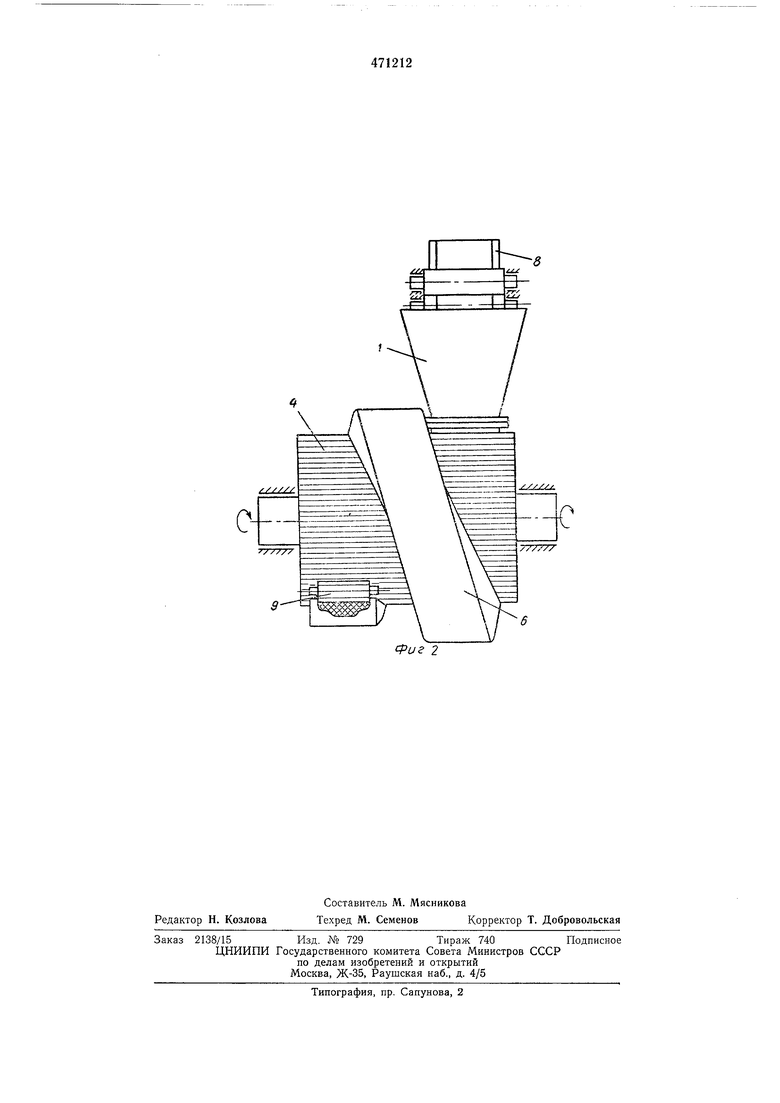
Со стороны выходной полости уплотняющей камеры неподвижная опора-матрица 6 образует опорную поверхность горизонтального участка прессования. Прессующими элементами на горизонтальном участке прессования являются обогреваемые ролики 9, установленные на минимальном расстоянии один от другого.
Устройство работает следующим образом.
Во входной полости сужающегося канала на неподвижной оноре-матрнце б размещают край облицовочного материала. Основная масса облицовочного материала закреплена на приспособлении 8. От этого приспособления к опоре-матрице 6 облицовочный материал перемещается по поверхности лотка 7, имеющего профильное сечение, нереходящее ностепепно в профиль опоры-матрицы.
Через бункер 1 в сужающийся канал подают древесио-клеевую композицию. Разделение бункера на секции позволяет вводить в уплотняющую камеру различные по составу пресс-материалы.
Пресс-масса передвигается в уплотняющей камере под действием радиальных выступов при вращении барабана 4, при этом прессмасса уплотняется и, перемешиваясь, увлекает облицовочный материал к выходной иолости сужающегося канала. В этом канале прессмасса и облицовочный материал размещаются на поверхности опоры-матрицы и приобретают заданный ею профиль.
Выполнение матрицы в виде короба, размещенного по спирали на поверхности формирующего барабана, обеспечивает более эффективное уплотнение пресс-массы, при этом уплотняющая камера приобретает больщую длину притом же размере барабана. Кроме того, рациональнее используется поверхность барабана, выполняющая роль тягового органа.
На данном участке прессования происходит подпрессовка древесно-клеевой композиции, частичная ее полимеризация и скрепление с облицовочным материалом.
Наличие в уплотняющем канале облицовочного материала способствует уменьшению сил трения, возникающего при передвижении пресс-массы.
При сохранении постоянного шага спирали, образованной матрицей, создаются условия для последующего совпадения радиальных выступов на поверхности барабана со впадинами, образованными этими выступами в пресс-массе на начальном участке прессования.
Затем изделие, скреиленное с облицовочны.м материалом, попадает на горизонтальный участок прессования, где прессующее воздействие на него оказывают обогреваемые ролики 9, выступы которых нри вращении попадают во впадины, образованные на поверхности изделия
в уплотняющем канале.
Опора-матрица является неподвижной, таким образом в сечении ее можно выполнить контрпрофиль формируемого изделия необходимой заданной .сложности.
Форма опоры-матрицы в сочетании с формирующим барабаном дает возможность непрерывно вести загрузку пресс-массы и сжатие ее, нагрев и частичную полимеризацию связующего в спиральном канале, а дальнейший процесс прессования - ,в горизонтальной плоскости.
Выполнение прессующих элементов горизонтального участка в виде обогреваемых роликов обеспечивает благоприятные условия для
удаления наро-газовой смеси.
Предмет изобретения
1. Устройство для изготовления изделий непрерывной длины из древесно-клеевой композиции, включающее загрузочный бункер, уплотняющую камеру в виде сужающегося капала образованного неподвижпой опорой-матрицей и формирующим барабаном с радиальными высгунами, горизонтальный участок прессования и обогреваемые ролики, отличающееся тем, что, с целью иовышения производительности и улучшения качества изделий, неподвижная опора-матрица выполнена в виде спирального короба, охватывающего формирующий барабан по всей длине его окружности не менее одного раза и иереходящего в опорную поверхность горизонтального участка прессования.
2. Устройство по н. 1, отличающееся тем, что спиралный короб выполнен с постоянным щагом.
3. Устройство по пп. 1 и 2, отличающеес я тем, что, с целью облицовки изделия в
процессе прессования, оио снабжено приспособлением для креплепия и подачи облицовочного материала, связанным с неподвижной опорой-матрицей со стороны входной полости канала лотком с поверхностью, плавно переходящей в профиль неподвижной опоры-матрицы.
а
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК СО СКВОЗНОЙ полостью ТИПА КОРОБОВ | 1966 |
|
SU178479A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018441C1 |
| Устройство для изготовления многопустотных древесностружечных плит | 1975 |
|
SU537847A1 |
| Устройство для изготовления длинномерных изделий из порошковых материалов | 1988 |
|
SU1717387A1 |
| Устройство для изготовления полотен облицовочных плиток | 1976 |
|
SU662358A1 |
| Способ изготовления фигурных строительных изделий из стружечно-клеевой массы и устройство для его осуществления | 1990 |
|
SU1794663A1 |
| Устройство для прессования | 1976 |
|
SU592615A1 |
| Способ изготовления длинномерных изделий из графитопласта и устройство для его осуществления | 1982 |
|
SU1062004A1 |
| ПРЕСС | 1990 |
|
RU2023587C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |