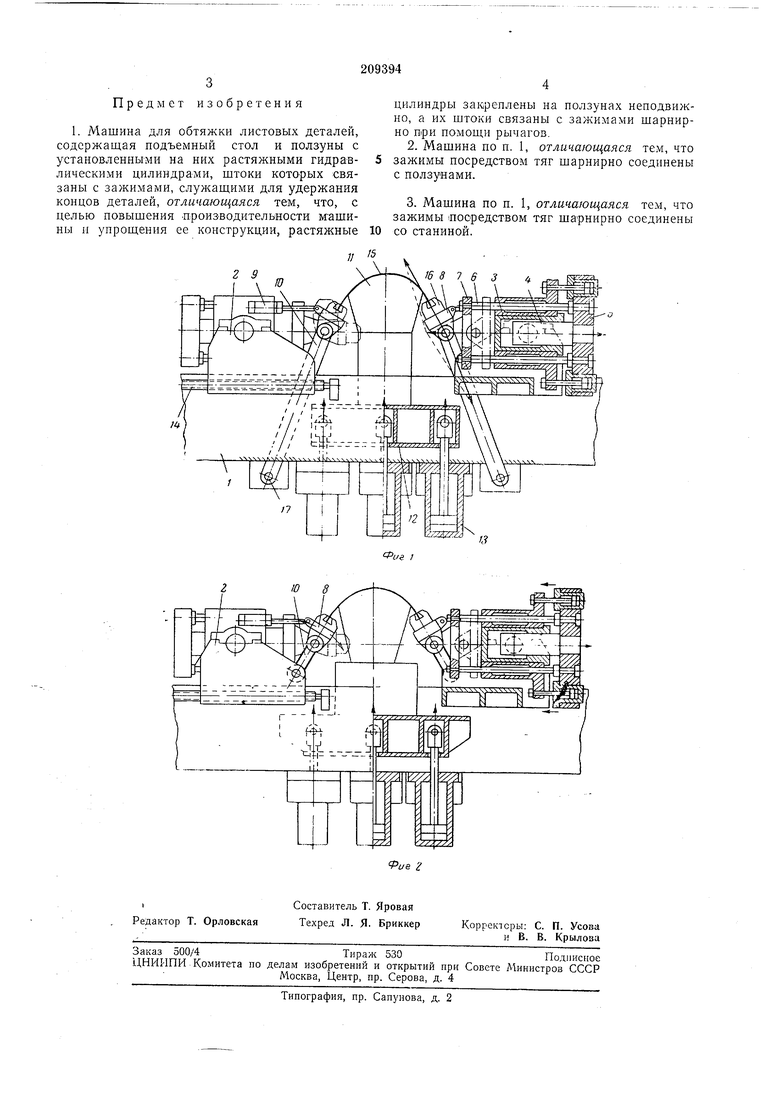
Р1звестны растяжно-обтяжные прессы, предназначенные для производства листовых деталей в основном двойной кривизны. Однако силовая схема обтяжки и конструкция этих прессов ограничивают технологические возможности пресса, увеличивают трудоемкость изготовления оснастки. Кроме того, значительно возрастают технологические припуски на заготовках. Предложенная машина для формообразования крупногабаритных листовых деталей различной кривизны расширяет технологические возможности прессов того же назначения, сокращает технологические припуски на заготовках, причем машина прош,е по конструкции и более производительна. На фиг. 1 представлена машина для обтяжки листовых деталей с жестко закрепленными на станине опорными осями рычагов зажимов; на фиг. 2 - то же, с рычагами зажимов, перемеш,аюш,ихся вместе с ползуном. На верхних направляюш,их станины / монтируются два ползуна 2. Внутри каждого ползуна каретки установлен блок 3 цилиндров. Плунжер растяжного цилиндра 4 с помощью траверсы 5 и тяг 6 соединяется со специальной переходной плитой 7, которая шарнирно соединена с зажимной плитой 8. Зажимная плита гидроцилиндрами 9 поворачивается вокруг оси. Это позволяет обтягивать листовые детали с параллельными боковыми ветвями, т. е. машина является универсальной: на ней можно формообразовывать детали методом простой обтяжки и методом обтяжки с одновременным осевым растяжением. Ось зажимной плиты соединена рычагом 10 со станиной. Оправка // устанавливается на стол 12, который перемещается тремя гидроцилиндрами 13. Работа машины. Ползуны фиксируются на станине с помощью ходовых винтов 14. Заготовка листа 15 зажимается в зажимах 16. Усилие растяжения создается гидроцилиндрами 4. Для обтялжи листа по оправке // поднимают стол 12. Вертикальная составляющая от усилия обтяжки воспринимается станиной через рычаги 10. Нижние оси 17 рычагов 10 жестко крепятся на станине, такой рычаг позволяет рационально распределяться усилиям в деталях и узлах пресса, в то же время ограничивая технологические возможности машины. В представленной на фиг. 2 мащине для обтяж ки рычаг 10 шарнирно соединяет зажимную плиту с ползуном 2. При такой компоновке ползун вместе с рычагом можно перемещать ,по всей длине станины, а это расширяет диапазон размеров обтягиваемых деталей, независи.мо от кинематики поворота рычага.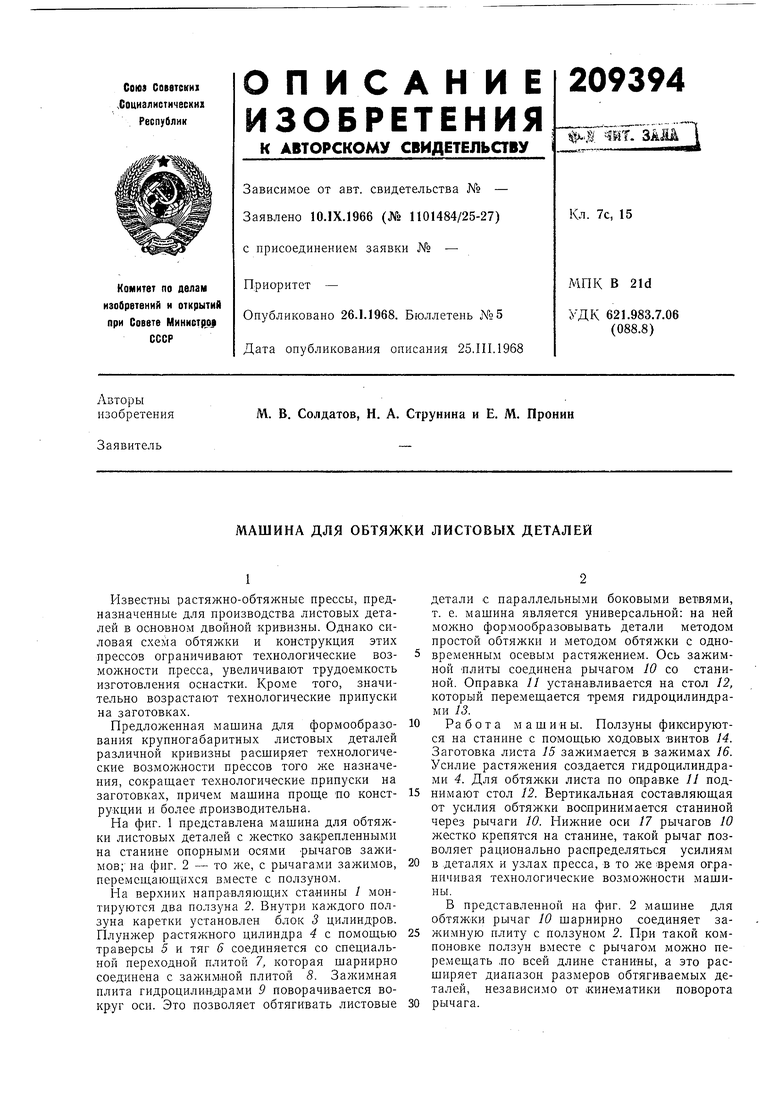
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| Обтяжной пресс | 1975 |
|
SU841999A1 |
| Секционный обтяжной пресс | 1975 |
|
SU554908A1 |
| Растяжно - обтяжной пресс | 1989 |
|
SU1738426A1 |
| Устройство для получения цилиндрических и конических деталей путем гибки с растяжением листового материала | 1983 |
|
SU1110512A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| Способ формообразования деталей обтяжкой по пуансону | 2016 |
|
RU2663016C2 |
| Способ изготовления деталей двойной кривизны и обтяжной пресс для его осуществления | 1989 |
|
SU1690901A1 |