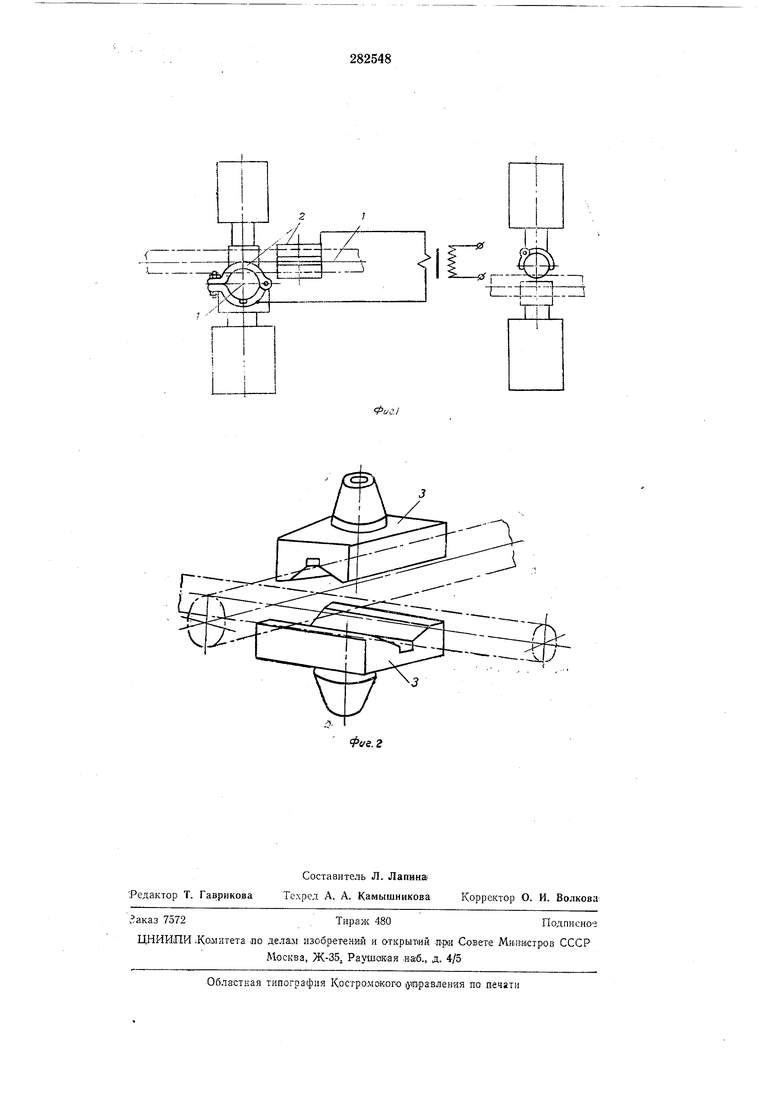
Изобретение относится к области сварки и предназначено для соединения пересека ющихся стержней арматуры железобетонных конструкций. Известен способ контактной точечной сварки, преимущественно пересекающихся стержней, нри котором осуществляют пропускание тока через зону сварки с помощью электродов, а сжатие-посредством пуансонов. Предложенный способ отличается тем, что в качестве электродов используют расположенные на некотором расстоянии от зоны сварки токоподводяЩие губки, в которых зажаты привариваемые стержни. Это позволяет уменьщить потребляемую мощность за счет осуществления сварки оплавлением. На фиг. 1 изоб;ражан10 уотрой:ст во в двух проекциях для осуществления предложенного спосо-ба; .на ф1И;г. 2-шгрив.матиченкая выем1ка с водяным охлаждением. Электрический ток подводится к стержням 1 на некотором расстоянии от зоны сварки при помощи быстродействующих зажимов 2 (губок), соедипенных гибкими кабелями со вторичной обмоткой сварочного трансформатора. Осадка производится при помощи отдельного пневматического или пневмогидравлического механизма сжатия. Собранные стержни помещают М-ежду пуаноана|М:и 3 и сж.И:маю т их при небольшом начальном давлении, затем, не повыщая давления, включают сварочный ток. После процесса оплавления производят быструю осадку стержней на определенную ограниченную величину путем увеличения усилия сжатия на пуансонах 3, которое действует некоторое время после выключения сварочного тока. Чтобы избежать искрообразования в процессе сварки, нуансоны должны иметь развитую поверхность соприкосновения с привариваемыми стернчнями, например в виде призматической выемки с водяным охлаждением (см, фиг. 2). Сварка мОЖет осуществляться на стандартных точечных мащинах по циклу, соответствующему СТЫКОВОЙ сварке оплавлением. Предмет и 3 о б ip е т е н ;и я Способ контактной точечной сварки, преимуществе но пересекаюЩИхся стержней, три котором осуществляют пропускание тока через зону сварки с помощью электродов, а сжатие - посредством самостоятельных пуансонов, отличающийся тем, что, с целью экономии электроэнергии за счет осуществления сварки оплавлением, в качестве электродов используют расположенные на некотором расстояний ОТ зоны сварки токоподводящие губки, В которых зажаты привариваемые стерж ни.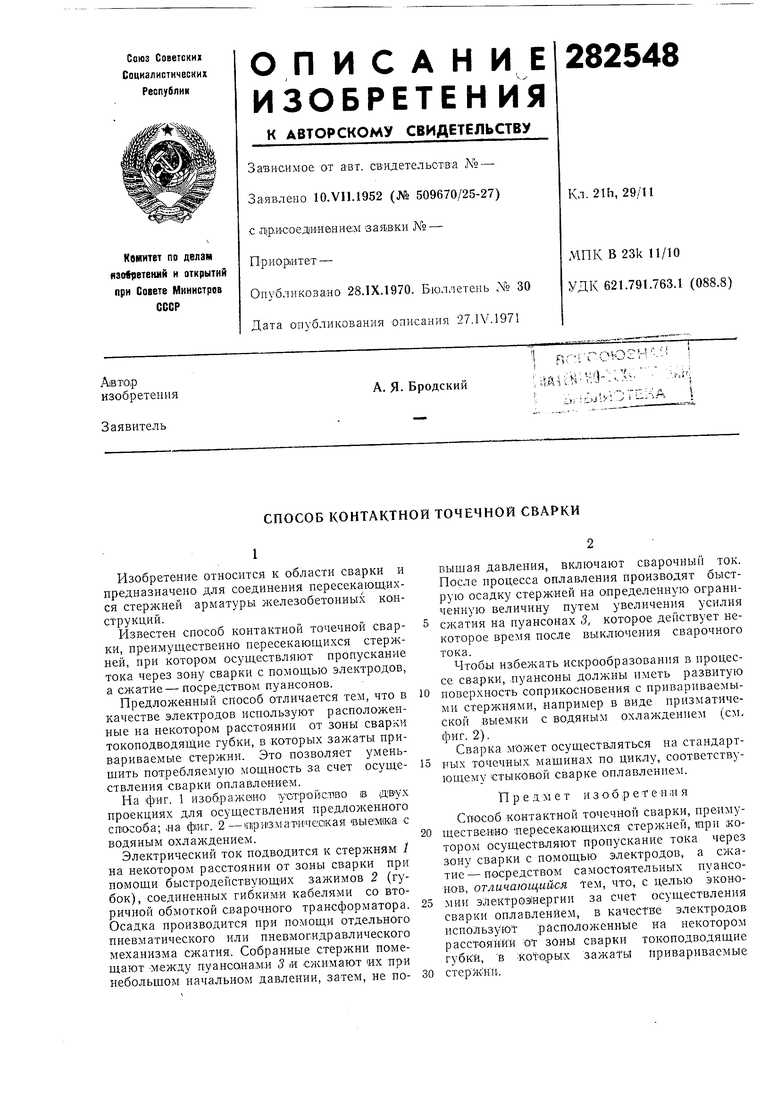
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2378093C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2011 |
|
RU2503525C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ НЕПРЕРЫВНЫХ ПОЛЫХ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206435C2 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Устройство для контактной стыковой сварки | 1988 |
|
SU1593835A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |