Изобретение относится к сварочному производству и может быть использовано для контактной стыковой сварки оплавлением концов полос преимущественно из высокоуглеродистых инструментальных сталей, например, ленточных пил.
Целью изобретения является повышение качества в случае термообработки шва и околошовной зоныо
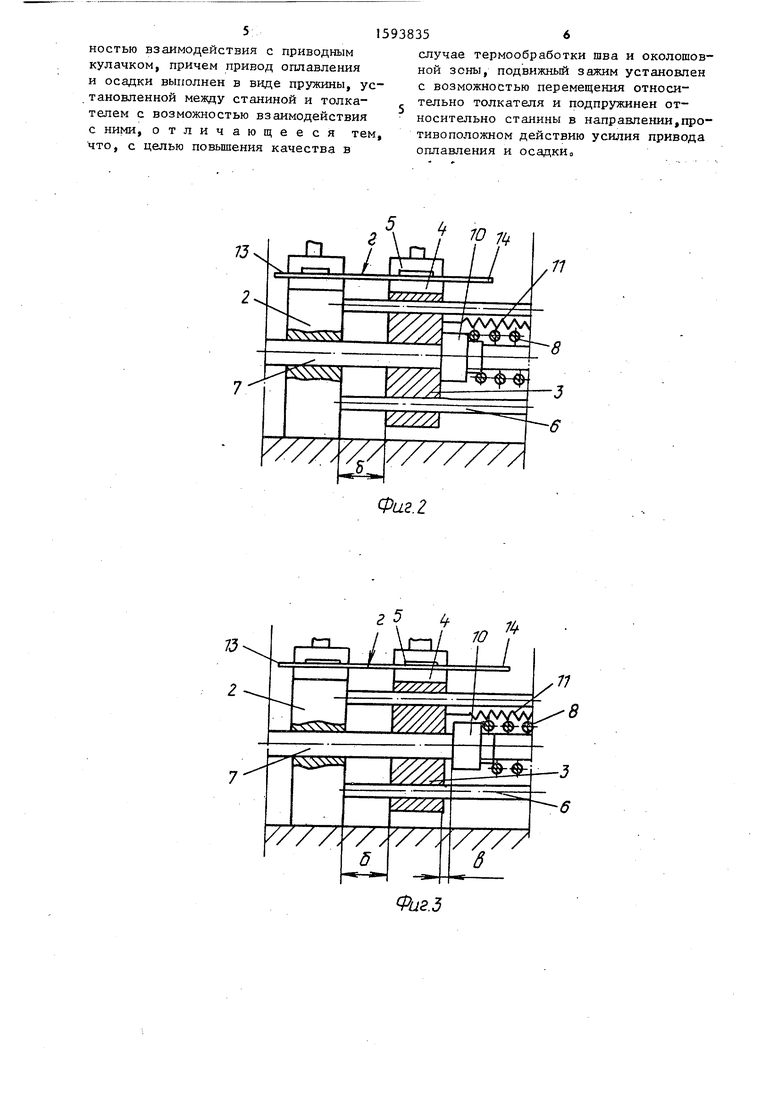
На фиго дано устройство после окончания сварки, общий вид| нафиго2 часть устройства перед началом термообработки; на фиГоЗ - то же, в процессе термообработки
Устройство-для контактной стыковой сварки содержит сварочный трансформатор 1J неподвижный 2 и подвижный 3 , установленные на станине и оснащенные токоподводящими губками 4, соединенными с трансформатором 1, и зажимными губками 5о Зажим 3- установлен с ВОЗМОЖНОСТЬЮ перемещения на направляющих 6о Перемещение зажима 3 во время сварки осуществляет толкатель 7, связанный с приводом оплавления и осадки, который выполнен в виде пружины 8 сжатия о Скорость оплавле-. ния и осадки задается приводным кулачком 9, с которых взаимодействует толкатель 7 о Дпя регулирования исходного расстояния между зажимами 2 и 3 толкатель 7 снабжен гайкой 10с Зажим 3 установлен на толкателе 7 с возможностью Смещения относительно толкателя 7 вдоль его оси и поджат к гайке 10 толкателя 7 пружиной 11 растяжения ,. усилие которой направлено встречно усилию пружины 8, При этом усилия пружины 11 достаточно для перемещения зажима 3 по направляющим 6о Для- регулирования усилия пружины 8 служит гайка 12о Позициями 13 и 14 обозначены свариваемые деталио
Устройство работает следующим образом,,
При исходном положении зажима 3 концы свариваемых полос 13 и 4 укладывают на токоподводящие губки .4 и поджимают к ним зажимными губками 5о Включают привод кулачка 9 и одновре™ менно включают . сварочный ток трансформатора 1 о Толкатель 7 под действием пружины 8 перемещает зажим 3 влево, в сторону зажима 2в При этом происходят оплавление торцов полос 13 и 14j а затем осадка швао После осадки расстояние между токоподводящими губками 4 равно а (фиго1)о После сварки зажимные губки 5 отжимают от сваренного изделия и включают привод
кулачка 9, которьй перемещает толкатель 7 вправоS сжимая при этом пружину 8о Поскольку усилие пружины 11 также направлено вправо, то зажим 3 также перемещается с толкателем 7
вправо о Зажим 3 отодвигается от зажима 2 на расстояние 5, равное заданной длине участка термообработки сваренного изделия (фиго2)о Сваренное изделие передвигают по губкам 4 вправо таким образом, чтобы шов расположился на равных расстояниях от обеих губок 4 о Затем зажимнь1ми губками 5 сваренное изделие снова прижимают к токоподводящим губкам 4 Приводным
кулачком 9 толкатель смещают вправо на величину б (фиГоЗ)о Поскольку сваренное изделие зажато в зажиме 3, то зажим 3 при смещении толкателя 7 вправо остается неподвижным, и между
гайкой 10 и зажимом 3 устанавливается зазор в , величина кот;орого больше величины линейного расширения участка сваренного изделия при его отжигео Включают сварочный трансформатор 1,
которьй при отжиге работает в ином, чем при сварке, режиме о В процессе нагрева и охлаждения .участка г, происходят его линейное расширение, а затем сжатие о Зажим 3, будучи приж;ат к концу изделия 14 смещается вместе с нимо При завершении отжига губки 5 отжимают от сваренного изделия, зажим 3 под действием пружины 1 смещается на величину в и снова
поджимается к гайке 10 Сваренное изделие снимают с губок 4j включают привод кулачка 9 и толкатель 7 снова перемещает зажим 3. в исходное положе- рие, соответствующее началу сварки
следующего изделия.
При термообработке на данном устройстве не происходит нежелательных остаточньпс дефор маций сваренного из- делия,- которые отрицательно влияют на его рабртоспособностьс
Формула изобретения
Устройство для контактной стыко- вой сварки, содержащее станину, сварочный трансформатор, неподвижный зажим, подвижный зажимg связанный с приводом оплавления и осадки через толкатель, установленный с возможностью взаимодействия с приводным кулачком, причем привод оплавления и осадки выполнен в виде пружины, ус- .тановленной между станиной и толкателем с возможностью взаимодействия с ними, отличающееся тем, что, с целью повьшения качества в
случае термообработки шва и околошовной зоны, подвижный зажим установлен с возможностью перемещения относительно толкателя и подпружинен относительно станины в направлении,противоположном действию усилия привода оплавления и осадкиа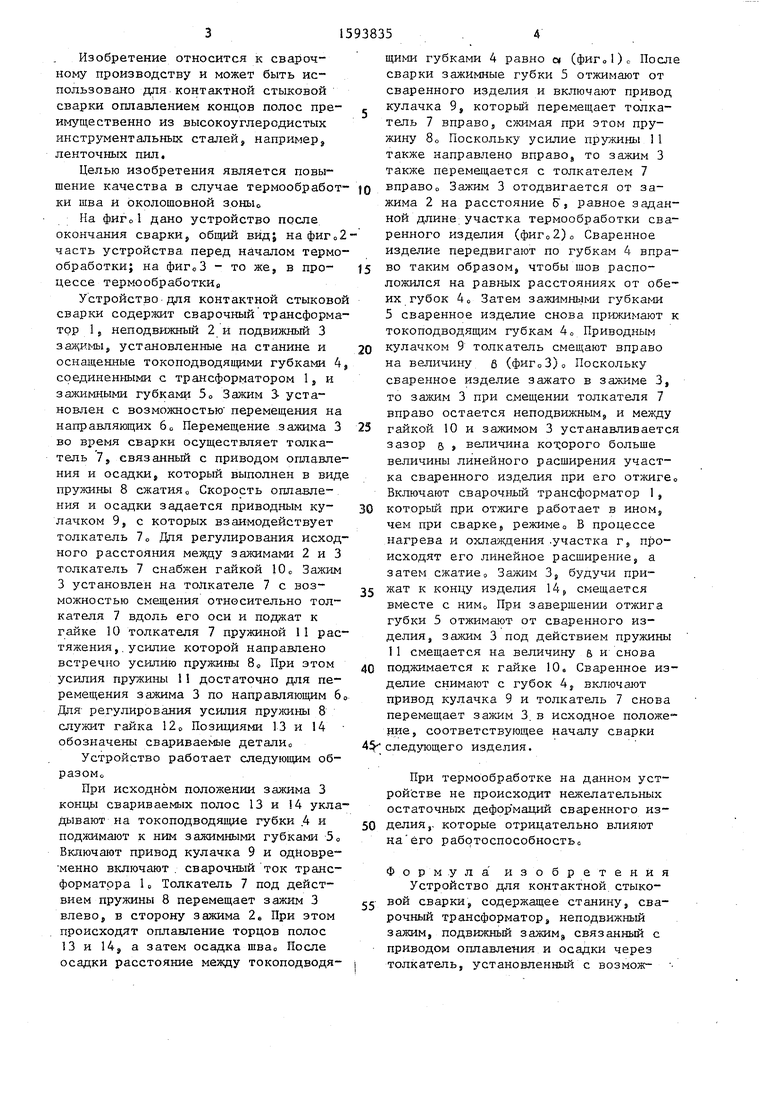
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной стыковой сварки оплавлением | 1988 |
|
SU1593834A1 |
| Машина для контактной стыковой сварки концов полос | 1984 |
|
SU1146162A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |
| ЭЛЕКТРОД МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2378093C1 |
| Машина для контактной стыковой сварки оплавлением | 1983 |
|
SU1107981A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
Изобретение относится к устройствам для стыковой сварки и может быть использовано при сварке концов полос из высокоуглеродистых инструментальных сталей. Цель изобретения - повышение качества в случае термообработки шва и околошовной зоны. Устройство содержит сварочный трансформатор 1, установленные на станине неподвижный 2 и подвижный 3 зажимы с губками 4 и 5. Перемещение зажима 3 осуществляется по направляющим 6 толкателем 7, установленным с возможностью перемещения относительно зажима 3 и взаимодействующим под действием привода в виде пружины 8 с приводным кулачком 9. Зажим 3 поджат к гайке 10 толкателя 7 пружиной растяжения 11. Усилие пружины 8 регулируется гайкой 12. Таким образом зажим 3 может смещаться по оси толкателя 7 под действием усилий, возникающих при термообработке изделия, при обеспечении перед термообработкой необходимого зазора между зажимом 3 и гайкой 10, что исключает остаточные деформации в изделии. Изобретение обеспечивает качественную термообработку шва и околошовной зоны. 3 ил.
Фиг. г
г5 Lf.
77
| Приспособление для установки лопасти гребного винта при приварке ее к ступице | 1937 |
|
SU52746A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
