Известны ыан. для холодной стыковой сварки металлических заготовок, содержаUU10 иодвнжный и неподвижный зажимы с зажимными матрнцами, иривод осадки заготовок, включающий гидравлический или пневматический снловой цилиндр, шток и контршток которого размеи,е11ы соосно за к; 111ым матрицам.
Предложенная маи1ииа отлт1чается тем, что Н1ТОК и коитршток силового цилиндра jibtHo.iiieiiLi полыми, а на контрилтоке устаиовюн индикатор ноложот1ня иодвижпого за/|-;им;1. Это ноп(,г(пает качосгво сварки, умеиь)парт гябарнп. /irriiui ibi и повготшает произГ ОЛ,НТОЛ1 ИОСТ1,.
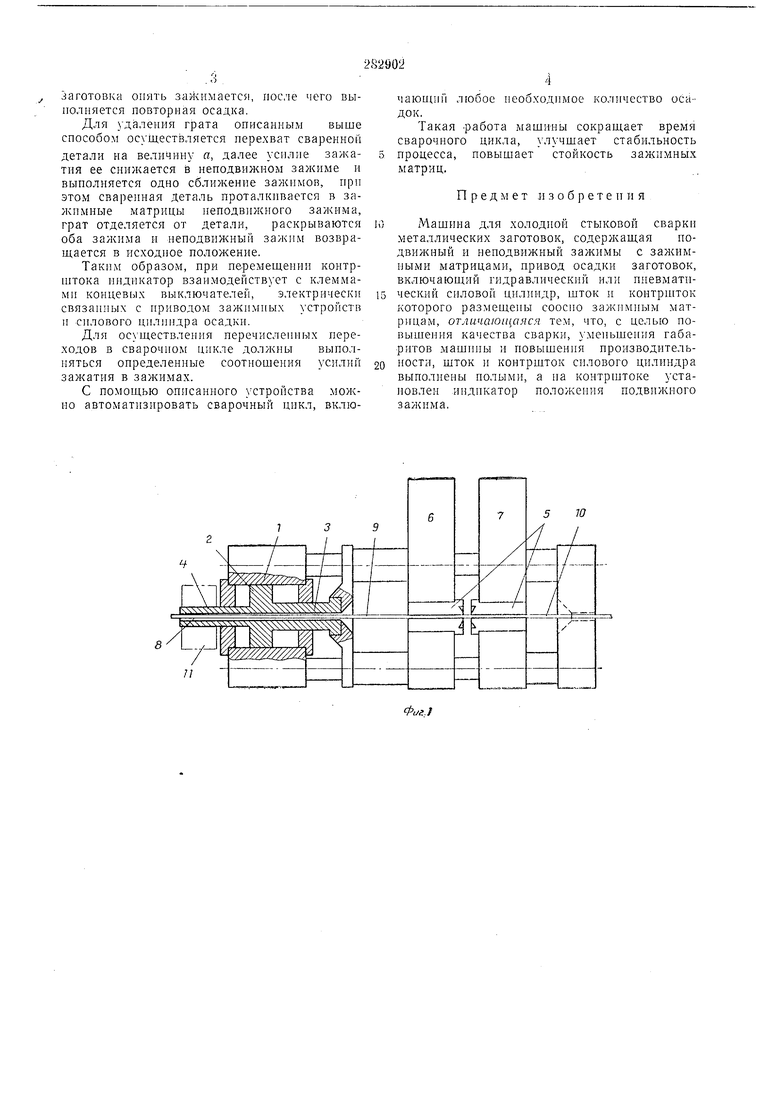
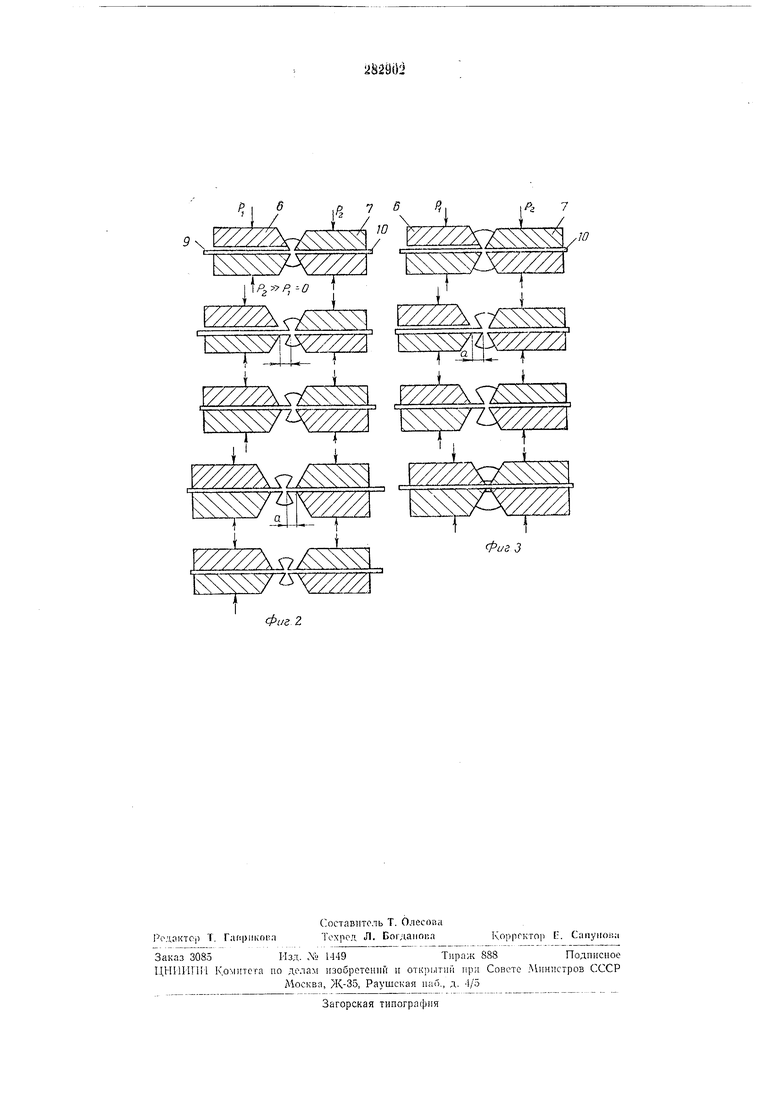
1а . 1 показан ноперечпыГ( разрез маiniiiibi; на фиг. 2 н 3-схемы иерсмещення
зажимов в ироцессс сварки.
Снловой нилиндр осадки / содержит иор1иепи 2, иа котором соосио штоку 3 разме|цеи контрн1ток 4. Ось симметрни штока и коитрппока совпадает с линией центров тяжести ионеречн1)1Х сечений ручьев в зажимiii ix матрицах J подвижного 6 и неподвижного 7 зажимов. Шток и контршток выпол||ен1 1 полыми, иричем размер отверстия S согласован с размером сварнваемой заготовкн 9, которая сквозь отверстие заводится в подвижный зажим и зажимается зажпмными матрпца.ми. Другая свариваемая заготовка 10 фиксируется зажимными матрицами неподвижного зажима 7.
Такое решение иолнсстью устраняет необходимость предварительного изгиба свариваемых заготовок, увеличивает жесткость нгтока, уирои1,ает его изготовление, а также устраняет иоследуюигую правку сваренной детали. Особенно эффективно применение иредлагаемой ма1инпы в условиях поточиого нроизводства на онерациях приварки коицов
0 к заготовкам бескоиечиой длины, при сварке заготор.кн бесконечной длииы и т. д.
Па конгригтоке силового цилнндра осадкн м;1Н1нны, чтобы автоматизировать сварочн1.1Й цчкл, включаюиип несколько осадок, разменипот нпдукатор И иоложення нодвпжН01Ч) зажима. Зажимпые матрнцы одного пз зяхчнмов, Hanpii: iep нодвнжиого 6, частично раскрываются, затем этот зажим отводится иа расстояние а, равное иоловиие суммарного в 1лета заготовок .9 и W. Свариваемая заготовка зажимается. Зажимные матрицы другого зажима, ианрнмер неиодвижного /, тлкже частнчно раскрываются. Прн это.м умеи,п1ается усилие зажатия в нем до вели5чнны, обеснечиваюи ей возможность проскальзываиня сварнваемой заготовки при следу1О1де л переходе без разруп1ения образопавитегося соединения. Подвижиый зажим отводился на расстояние а, и свариваемая
заготовка опять заМ имается, после чего выполпяется повторная осадка.
Для удаления грата описанным выше способом осуществляется перехват сваренной детали на величину я, далее усилие зажатия ее снижается в неподвижном зажиме и выполняется одно сближение зажимов, при этом сваренная деталь проталкивается в зажимиые матрицы неподвижного зажима, грат отделяется от детали, раскрываются оба зажима и иеподвижиый зажим возвращается в исходное положение.
Таким образом, при перемещении контрщтока индикатор взаимодействует с клеммами концевых выключателей, электрически связанных с приводом зажимных устройств и силового цилиндра осадки.
Для осуществления перечисленных переходов в сварочном цикле должны выполняться определенные соотношения усилий зажатия в зажимах.
С помощью олисанного устройства можно автоматизировать сварочный цикл, включаюпип любое необходимое количество осадок.
Такая .работа машины сокращает время сварочного цикла, улучшает стабильность процесса, повышает стойкость зажимных матриц.
Предмет изобретения
Машина для холодной стыковой сваркн металлических заготовок, содержащая иодвижный и неподвижный зажимы с зажимиыми матрицами, привод осадки заготовок, включающий гидравлический или пневматпческий силовой цилиидр, шток и коитрщток которого размещены соосио зажимным матрицам, оглича1О111аяся тем, что, с целью повыщения качества сварки, уменьще1 ия габаритов мащины и повышения производительиости, шток и контрщток силового цилиндра выполнены иолыми, а па контрштоке устаиовлен индикатор положения подвижного зажима.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ХОЛОДНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU282901A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU200048A1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ | 1972 |
|
SU326031A1 |
| Автомат для стыковой сварки давлением цилиндрических стержней | 1987 |
|
SU1558607A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОДОВ МОТОЦИКЛЕТНЫХ КОЛЕС | 1973 |
|
SU389900A1 |
Фиг 3
Щ / /7///А I
Фиг. Z
