Известен способ беспрокладочного формования волнистого листа из плоской фиброцементной заготовки волнировкой ее между гибкими веерообразно сходящимися бесконечными рабочими органами.
Настоящий способ позволяет повысить качество волнистого листа. Он отличается тем, что заготовку волнируют при номинальном размере щага волны с превыщением в 5-10% по высоте волны и 2-4% но развернутой длине последней нротив нормативного профиля волнистого листа, после чего ее обжимают параллельно направленными рабочими органами до нормативного профиля, одновременно калибруя и обрезая продольные кромки.
Перед волнировкой заготовку покрывают смазкой, например мыльной эмульсией.
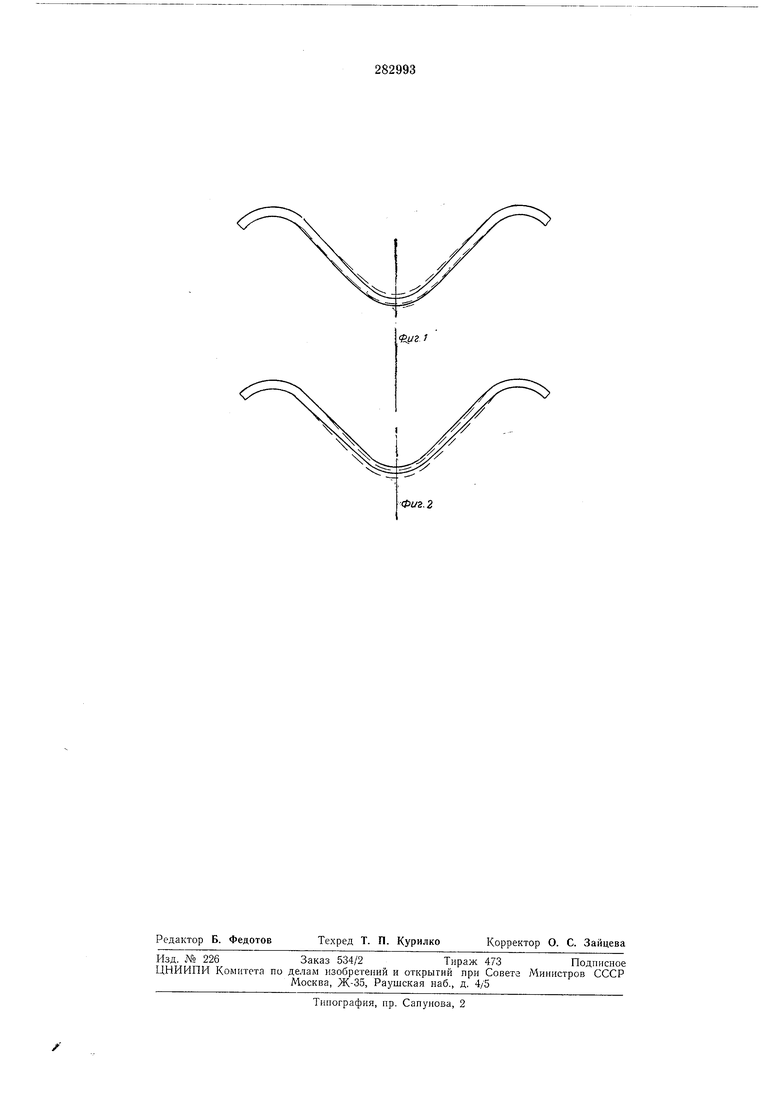
Па фиг. 1 изображена часть поперечного сечения предварительно сволнированного листа; на фиг. 2 - та же часть поперечного сечения после обжатия и калибровки.
Влажную раскроенную плоскую фиброцемеетную, например асбоцементную, заготовку волнируют по предварительному профилю, назначенному в зависимости от упруго-пластических свойств свежесформованной заготовки и размеров нормативного профиля, с превышением 5-10% по высоте волны и 2-4% по развернутой длине волны против нормативного профиля при номинальном размере щага.
Па фиг. 1 предварительный профиль ноказан сплошной линией, нормативный - пунктиром. Па второй стадии предварительно сволнированный лист обжимают до нормативного профиля. Это показано на фиг. 2, где сплошной линией изображен обжатый (нормативный) профиль, пунктиром-предварительно заданный.
Предмет изобретения
1.Способ беспрокладочного формования волнистого листа из плоской фиброцементной
заготовки носредством волнировки ее между гибкими веерообразно сходящимися бесконечными рабочими органами, отличающийся тем, что, с целью повыщения качества волнистого листа, заготовку волнируют при номинальном
размере шага волны с превыщением 5-10% по высоте волны и 2-4% по развернутой длине последней против нормативного профиля волнистого листа, после чего заготовку обжимают параллельно направленными рабочими
органами до нормативного профиля, одновременно калибруя и обрезая продольные кромки.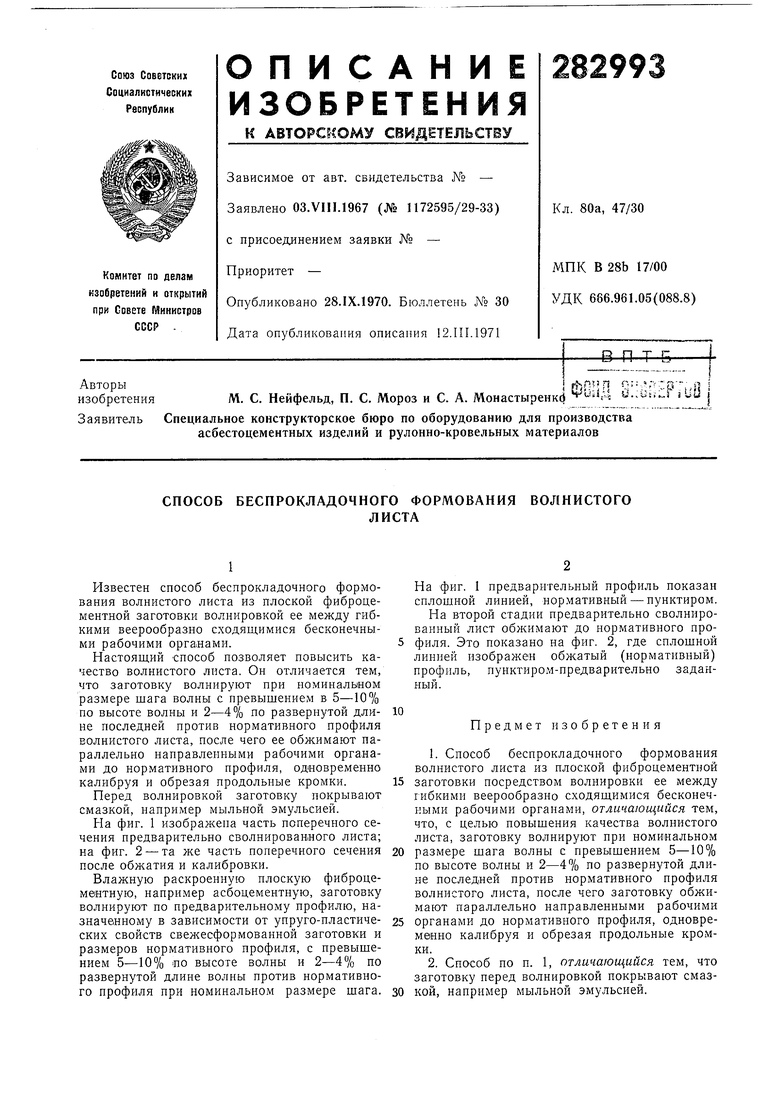
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ беспрокладочного формования волнистого листа | 1980 |
|
SU958100A1 |
| УСТАНОВКА ДЛЯ БЕСПРОКЛАДОЧНОГО ФОРМОВАНИЯ ВОЛНИСТЫХ ЛИСТОВ из ФИБРОЦЕМЕНТА | 1972 |
|
SU347203A1 |
| Волнировщик свежесформованных асбестоцементных листов | 1977 |
|
SU691296A1 |
| УСТАНОВКА ДЛЯ ВОЛНИРОВКИ АСБОЦЕМЕНТНЫХ ЛИСТОВ | 1966 |
|
SU188876A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ЛИСТОВ ИЗ АСБЕСТОЦЕМЕНТА ИЛИ ПОДОБНОГО МАТЕРИАЛА | 1946 |
|
SU77607A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛНИСТОГО ШИФЕРА | 1956 |
|
SU110239A1 |
| Способ беспрокладочного твердения асбестоцементных волнистых листов | 1991 |
|
SU1812175A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ АСБЕСТОЦЕМЕНТНЫХ ЛИСТОВ | 1950 |
|
SU97612A1 |
| Машина для изготовления волнистых асбесто-цементных листов | 1947 |
|
SU86072A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК | 1994 |
|
RU2094137C1 |