Известны литьевые формы для изготовления пластмассовых изделий с внутренней резьбой, содержащие приводимые во вращение резьбовые знаки. Такие формы не обеспечивают автоматического вывинчивания знаков из изделия, имеющего несколько резьб разных щагоз.
Предлол енная форма отличается от известных тем, что резьбовые знаки выполнены телескопическими с возможностью относительного осевого перемещения и соединены собой роликами, расположенными в пазах знаков. Это обеспечивает автоматическое вывинчивание знаков из изделия, имеющего несколько резьб разных шагов.
На чертеже изобра1жен pasipea части fflpeccформы по одному из формующих гнезд и узлы .4 и Б.
Фор.ма содержит цент;ральный пуансон 1 с накаткой 2. Нарул.ная .поверх1иость .изделия оф,ор|мляется вкладыщем 3. Резьб авые знака 4, 5 с. рйзйьгми шагами резьбы выполнены телеСКОпически1М1И i соединены между собой роликами 6, уста ИОВлеи:ныМи в прямоугольных пазах знаков 4 « сквозных тазах знаков 5. Отформованное изделие удаляется с помощью съемника 7. Сте|рже1Нь 8 соединен с пу.анооном 1 и закреплен 1шт,ифто:м 9 в Дадпружиненяо.м ползуне 10. Вращательное движение резьбовы.м 3Нака:М, входяиунч ко1Н|П:евы;М.и ча1стями в
маточные гайки 11, сообщают через ведущую шестерню 12.
После отвердения отлитого изделия через шбстермю 12 вращение сообщают резьбовым 5 знакам. При это1м происходит вьшийчивание резьбовых знаков лз изделия, причем .резьбовой знак 4, имеющий меньш ий щаг р.езьбы, отстает от резьбово.го знака 5, имеющего больший щаг резьбы. Для свободного иеремеще10 ния резьбо вых знаков Относительно друг друга прямоугольные плзы в резьбовом знаке 4 выпол|не1ны несколько длиннее 6, зынадание которых из тазов предотвр.ащается снаружи съемникоМ 7, а изнутри - централь5 ным nya.HCOiHioM 1.
От прокручивания изделия удерживаются на каткой 2 на пуансоне 1, удерживае мом, .в свою очередь, от вращения через стержень 8 0 ползуном 10.
П р е .д -м е т 1И з о б р е т е и и я
Литьевая форма для изготовления пласг5 массовых изделий с внутренней резьбой, содерж1ащая приводимые во вращение резьбовые знаки, отличающаяся тем, что, с целью о б есп еч ан-и я а:Бто:м атич еского вьивинч ив аии я знаков 013 изделия, .меющего несколько резьб 0 разных щагов, резьбовые знаки выполнены гелесколическими с возможностью относительного осевого перемещения л соединены между
.сооои , расположеннымИ в пазах знаков.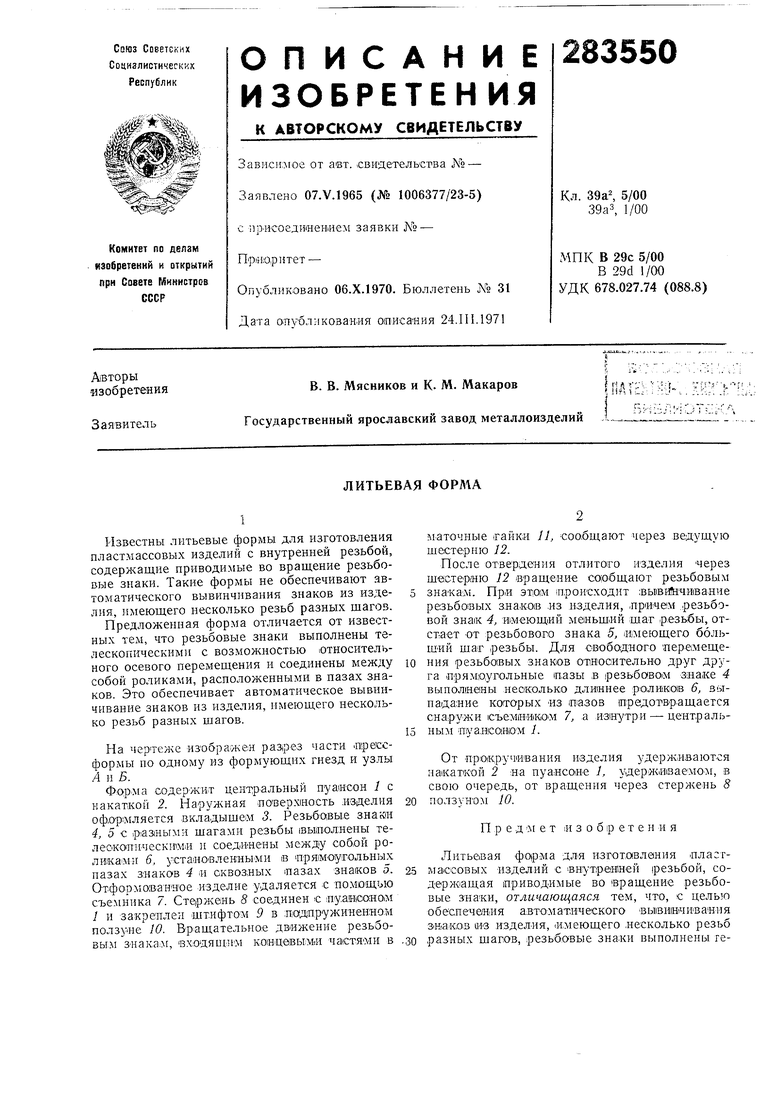
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОФОРМЛЕНИЯ В ИЗДЕЛИИ ОТВЕРСТИЯ С РЕЗЬБОЙ | 1973 |
|
SU400490A1 |
| Штамп для получения изделий с резьбовыми отверстиями | 1990 |
|
SU1776215A3 |
| Литьевая форма для изготовленияиздЕлий C ВНуТРЕННЕй РЕзьбОй | 1979 |
|
SU816767A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1985 |
|
SU1428504A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1984 |
|
SU1224172A1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |

