1
Изобретение относится к области переработки пластмасс.
Известны устройства для авто-матического вывинчиваиия резьбовых знаков из изделий, имеющих несколько резьб разных шагов, соде1ржащие В;ращающиеся резьбовые знаки с различными диаметрами и выполненные с возмажйостью относительного осевого пере 1ещения.
Однако такие пресс-формы не обеспечивают вывинчивания резьбовых зна.ков при офо1рмлении в изделии отверстий с различным сочетанием резьб, имеющих разные шаги.
Цель изобретения - автоматическое вывинчивание знаков с различным сочетанием резьб, Имеющих разные шаги, за счет обеспечения независимого относительного перемещения резьбовых знаков.
Для этого знаки соединены втулкой, л естко закрепленной на торцовой стороне знака меньщего диаметра и выполненной с несколькими выступа.ми, которые при свинчивании изделия выходят из соответствующих пазов знака большего диа-метра.
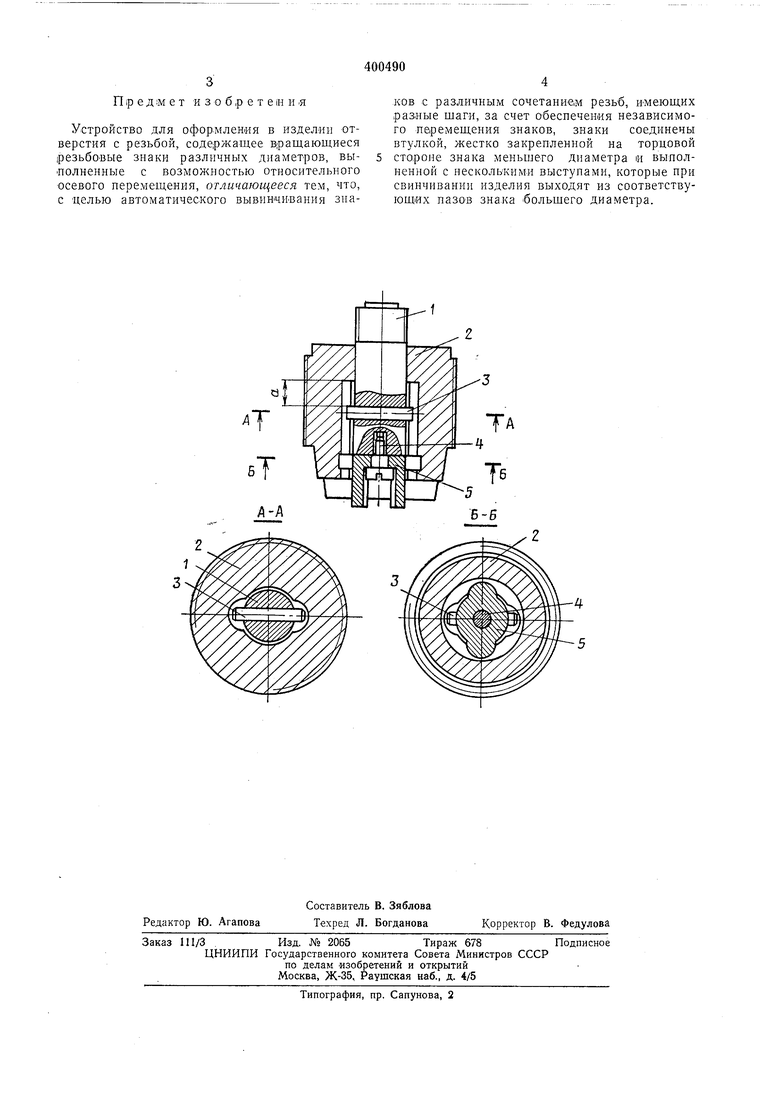
На чертеже изображено предлагаемое устройство с разрезами по А-А и Б-Б.
Устройство содержит резьбовый знак 1 меньшего диаме11ра и резьбовый знак 2 большего диаметра. Резьбовой знак 1 вставляют снизу в знак 2 по скользящей посадке второго класса. Взаимную фиксацию обоих знаков от смещения в углово м направлении осуществляют штифтом 3. Знак 1 зафиксирован в знаке 2 в осевом направлении винтом 4 и втулкой 5, которая может поворачиваться относительно знака 1. Такая фиксация знаков необходима для предотвращения относительного перемещения в процессе прессования знака 1 относительно знака 2, сохраняя зазор а. В таком виде резьбовые знаки устанавливают в прессформу. После отливки изделия вывинчивают резьбовые знаки, для чего поворачивают втулку 5 до тех пор, когда ее выступы выйдут из зацепления со знаком 2, т. е. из соответствующих его пазов. Тогда знак 1 получит возможность независимого осевого перемещения в любом направлении относительно знака 2.
При вращении резьбового знака 2 выбирается зазор между ним и штифтом 3. После этого происходит совместное вывинчивание обоих знаков. При этом, если знак 1 меньшего диаметра имеет резьбу с большим щагом, а резьба на знаке 2 выполнена с меньшим шагом, то при свинчивании знак 1- .перемещается внутрь знака 2 и опережает его. В случае, если шаг резьбы на обоих знаках одинаковый, то зазор а составляет 0,3-0,5 мм для компенсации погрешности.
П ip е д iM е т изобретет и -я
Устройство для оформления в изделии отверстия с резьбой, содержащее вращающиеся резьбовые знаки различных диаметров, выполненные с возможрюстью относительного осевого перемещения, отличающееся тем, что, с -целью автоматического вывинчивания знаков с различным сочетанием резьб, имеющих разные щаги, за счет Обеспечения независимого пе|ремещения знаков, знаки соединены втулкой, жестко закрепленной на торцовой стороне знака меньщего диаметра и выполненной с несколькими выступами, которые при свинчивании изделия выходят из соответствующих назов знака больщего диаметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовленияиздЕлий C ВНуТРЕННЕй РЕзьбОй | 1979 |
|
SU816767A1 |
| Пресс-форма для полимерных изделий с резьбами | 1981 |
|
SU1007996A1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СОЕДИНИТЕЛЬНОЙ ТРУБНОЙ МУФТЫ | 2011 |
|
RU2478865C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1996 |
|
RU2106227C1 |
| Винтоверт | 1982 |
|
SU1098744A1 |
| Литьевая форма для изготовления полимерных изделий с внутренними резьбами | 1982 |
|
SU1034915A1 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| Устройство для образования внутренней резьбы | 1981 |
|
SU967640A1 |
| Центрирующее устройство для сборки и сварки деталей | 1982 |
|
SU1054002A1 |
| ЛИТЬЕВАЯ ФОРЛ\А | 1970 |
|
SU283550A1 |