Изобретенне относится к области автоматической дуговой сваркн стыковых швов цилиндрических изделий.
Известен способ автоматической дуговой сварки но осиовному авт. св. № 191707, который предусматривает нодачу присадочной проволоки в разделку со скоростью, превышающей скорость сварки, плотное прижатие ее к кромкам разделки и осадку в стыке. При этом присадочная проволока выполняет одновременно функцию своеобразной подкладки.
Однако качество сварки нри этом не всегда бывает хорошим.
Целью изобретения является новышение качества сварки труб и цилиндрических изделий за счет придания подаваемой в разделку присадочной проволоке кривизны того же знака, что и кривизна изделия.
В дальнейшем схема введения присадочной проволоки с кривизной того же знака, что и кривизна изделия, будет называться «согласной, а с кривизной противоположного знака - «встречной.
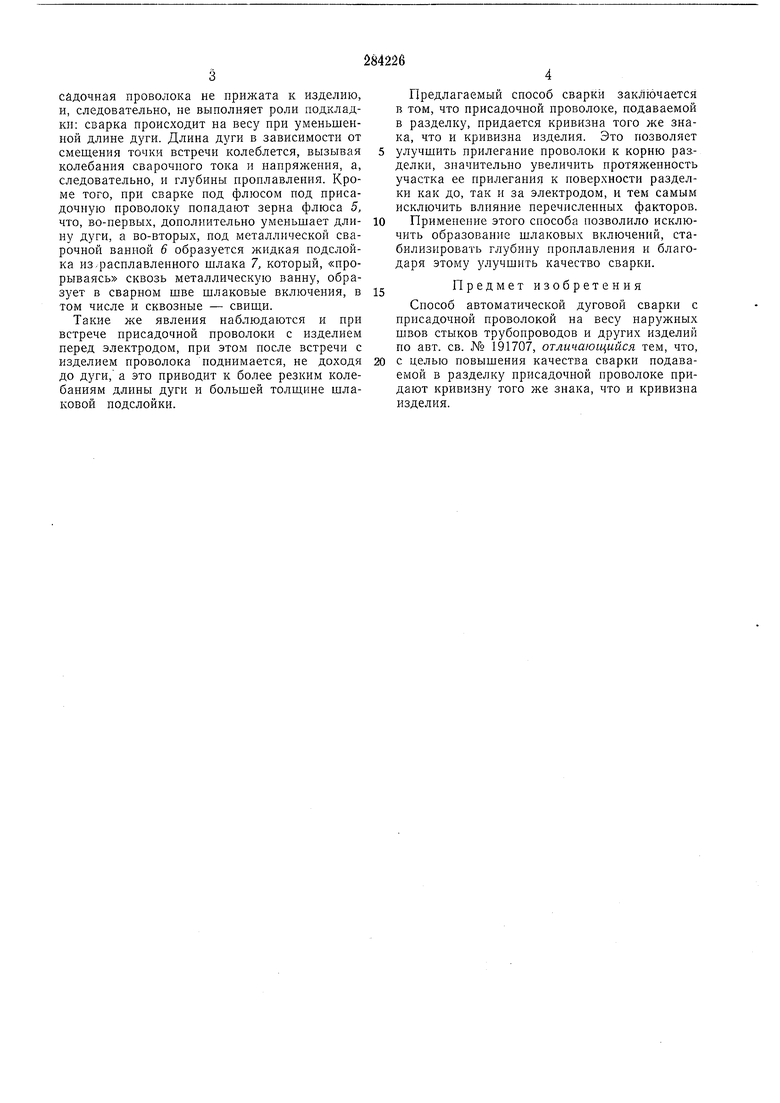
Па фиг. 1 изображена схема введения присадочной проволоки по предлагаемому способу; на фиг. 2 - различное взаимное положение электрода и присадочной проволоки при встречной схеме; на фиг. 3 схематично показана протяженность участка прилегания присадочной проволоки при согласной схеме; на
фиг. 4 - то же, при встречной схеме; на фиг.
5- продольный разрез сварного шва (наружный слой) при встречной схеме; на фиг.
6- то же, при согласной схеме.
При встречной схеме присадочная нроволока / подается до упора в поверхность разделки и изгибается, стремясь после встречи с изделием 2 подняться. При сварке цилиндрических изделий, например поворотпых стыков
труб, участок прилегания присадочной проволоки к корню разделки имеет небольшую протялсенность.
Сварка осуш;ествляется следующим образом.
Сварочная дуга 3 между электродом 4 и изделием горит на участке прилегания присадочной проволоки к изделию. При этом присадочная проволока прижимается к поверхности разделки и оседает под действием усиЛИЯ подачи. Однако вследствие небольшой протяженности / участка прилегания, а также изменения кривизны изделия по периметру стыка движения свариваемого стыка в процессе вращения трубной секции и других
неконтролируемых возмущений, этот ироцесс
во время сварки часто нарущается, точка садочная проволока не прижата к изделию, и, следовательно, не выполняет роли подкладки: сварка происходит на весу при уменьшенной длине дуги. Длнна дуги в зависимости от смещения точки встречн колеблется, вызывая колебания сварочного тока и напряжения, а, следовательно, и глубины проплавления. Кроме того, при сварке под флюсом под присадочную проволоку попадают зерна флюса 5, что, во-первых, дополнительно уменьшает длину дуги, а во-вторых, под металлической сварочной ванной 6 образуется жидкая подслоика из/расплавленного шлака 7, который, «прорываясь сквозь металлическую ванну, образует в сварном шве шлаковые включения, в том числе и сквозные - свиши. Такие же явления наблюдаются и при встрече присадочной проволоки с изделием перед электродом, при этом после встречи с изделием проволока поднимается, не доходя до дуги, а это приводит к более резким колебаниям длины дуги и большей толшине шлаковой подслойки. Предлагаемый способ сварки заключается в том, что присадочной проволоке, подаваемой в разделку, придается кривизна того же знака, что и кривизна изделия. Это позволяет улучшить прилегание проволоки к корню разделки, зиачительно увеличить протяженность участка ее прилегаиия к поверхности разделки как до, так и за электродом, и тем самым исключить влияние перечисленных факторов. Применение этого способа позволило исключить образование шлаковых включений, стабилизировать глубину проплавления и благодаря этому улучшить качество сварки. Предмет изобретения Способ автоматической дуговой сварки с присадочной проволокой на весу наружных швов стыков трубопроводов и других изделий по авт. св. № 191707, отличающийся тем, что, с целью повышения качества сварки подаваемой в разделку присадочной проволоке придают кривизну того же знака, что и кривизна изделия.
(Vuz.i
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1971 |
|
SU301240A1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1967 |
|
SU191707A1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1459849A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |

ЧОиг Ч
