Изобретение относится к области сварки.
Известен способ автоматической дуговой Сварки по авт. св. № 191707, при котором присадочную проволоку подают в разделку со скоростью, большей скорости сварки и, ;плотно прижимая к краям, осаживают ее, перекрывая при этом зазор в стыке. Для стабильного ведения процесса необходимо обеспечить прилегание присадочной проволоки к разделке именно в зоне сварки, под дугой. Если встреча -присадочной проволоки с разделкой произойдет раньше (перед дугой), то -под действием упругих сил проволока может приподняться и в зоне сварки уже не будет прилегать к разделке. В этом случае присадочная проволока уже не может играть роль подкладки, и сварка выполняется фактически на йесу. При этом возможно подтекание шлака под металлическую сварочную ванну и появление в шве шлаковых включений. Кроме того для повышения производи гельности процесса желательно увеличить количество подаваемой присадочной проволоки, т. е. увеличить скорость ее подачи. Однако при увеличении скорости выше некоторого предела присадочная проволока не успеет размягчиться и лечь в разделку.
зависимым источником тепла и укладывают в разделку вне зоны сварки. Такое ведение процесса позволяет повысить качество сварных соединений и увеличить производительность
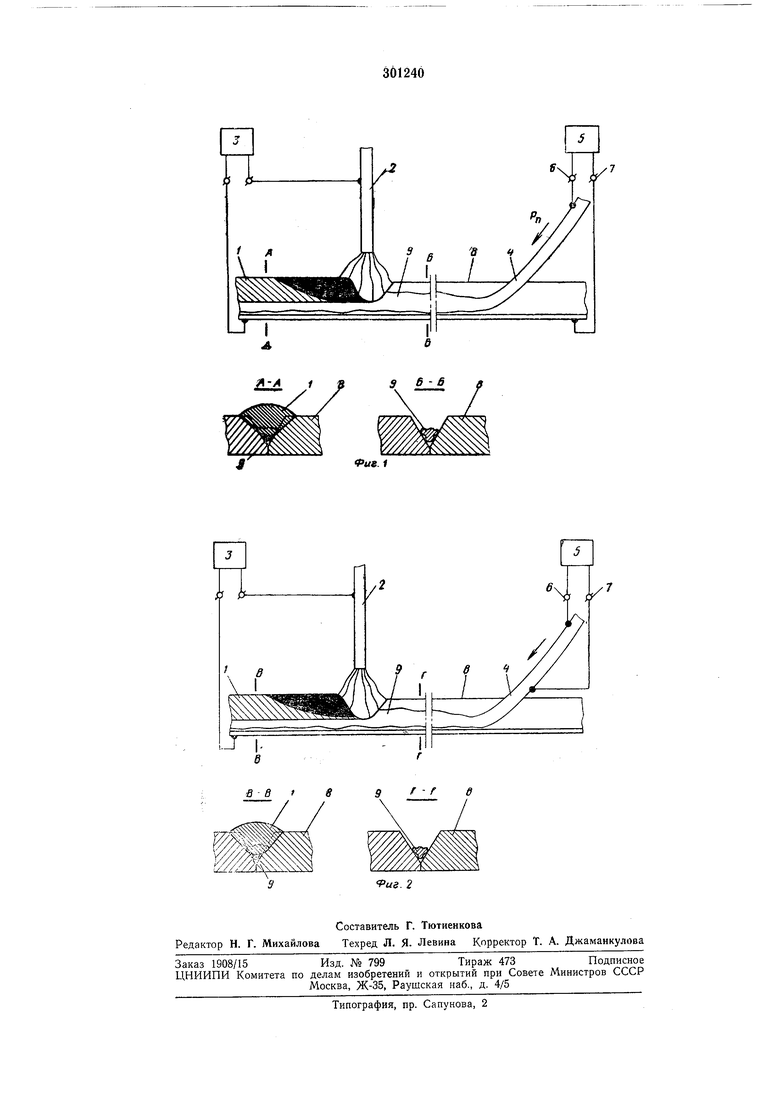
процесса. В частном случае дополнительный металл нагревают проходяп1им электрическим током от независимого источника питания. При этом один полюс независимого источника питания может быть подключен к подаваемому в разделку дополнительному металлу, а второй полюс - к изделию, либо оба полюса могут быть подключены к дополнительному металлу. Описываемый способ сварки иллюстрируется чертежами; на фиг. 1 показан нагрев дополнительного металла проходяшим электрическим током при подключении одного полюса дополнительного источника питания к подаваемому в разделку дополнительному металлу, а второго полюса к изделию; на фиг. 2-то же при подключении обоих полюсов к дополнительному металлу.
Сварка первого рабочего шва 1 ведется электродом 2, получающим питание от сварочного источника 3 питания. Впереди вне зоны сварки в разделку подается дополнительный металл, например, в виде присадочной проволоки 4, которая своим концом упирается в разделку. Этот дополнительный металл
Это может быть индукционный, газопламенный или другой источник тепла.
В частном случае, показанном на чертел ;ах, дополнительный металл нагревают проходящим через него электрическим током от независимого (не связанного со сварочным) источника 5 питания. При этом к проволоке 4 подключают ПОЛЮС 6 источника 5. Другой полюс 7 источника 5 подключают к свариваемому изделию 8.
На фиг. 2 показана модификация способа, при которой оба полюса источника 6 подключают к проволоке 4. При подаче дополнительного металла в разделку по нему проходит электрический ток, и он нагревается дл оулевым теплом.
Тепловые параметры нагрева дополнительного металла подбирают таким образом, чтобы он нагревался до пластического состояния (т. е. до размягчения) и осаживался в разделке усилием подачи Рд- При этом он заполняет корень разделки, создавая своеобразный технологический слой 9.
Режим сварки рабочих швов подбирают таким образом, чтобы первый рабочий шов 1 не переплавил технологический слой 9, но чтобы
слой 9 был полностью переплавлен при сварке рабочего шва с обратной стороны изделня 8.
Технологический слой позволяет избежать прожогов и протеков рлеталла и шлака даже при наличии зазора в собранном стыке. Благодаря тому что слой 9 образован проволокой 4 вне зоны сварки, устраняется опасность подтекания шлака под металлическую сварочную ванну и образование шлаковых включений.
Наложение технологического слоя вне зоны сварки (следовательно, при отсутствии в этом месте и в это время сварочной ванны) позволяет при необходимости увеличить сечение этого слоя и тем самым повысить производительность процесса сварки.
Предмет изобретения
Способ автоматической дуговой сварки по авт. св. 191707, отличающийся тем, что, с целью улучшения качества сварки, присадочную проволоку, подогретую от постороннего источника, предварительно укладывают в разделку и осаживают на некотором расстоянии впереди дуги.
S б -б
tus. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1970 |
|
SU284226A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1967 |
|
SU191707A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1971 |
|
SU308843A1 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ШВА ПРИ СВАРКЕ НЕПЛАВЯШИМСЯ ЭЛЕКТРОДОМ | 1973 |
|
SU364399A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU925576A1 |
| СПОСОБ ДОПОЛНИТЕЛЬНОГО ПОДОГРЕВА ПРИСАДОЧНОЙПРОВОЛОКИ | 1972 |
|
SU336114A1 |
| Способ дуговой сварки под флюсом с дополнительной присадкой | 2020 |
|
RU2735084C1 |
| ДАТЧИК СХЕМЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СКОРОСТИ СВАРКИ | 1966 |
|
SU184378A1 |