Известны устройства для контроля формы и BsaHMH.jro расположения отверстий, цапф и торцев деталей, содержащие основание, два установленных на нем соосных шпинделя и стол для крепления контролируемой детали.
С целью повышения точности контроля предлагаемое устройство снабжено кареткой, несущей стол и перемещающейся параллельно оси шпинделей, которые выполнены неподвижными в направлении оси вращения.
С целью контроля отверстий и цапф, оси которых номинально параллельны, а также перпендикулярных к ним торцев, па каретке выполнены направляющие для перемещения стола в направлении, перпендикулярном оси шпинделей.
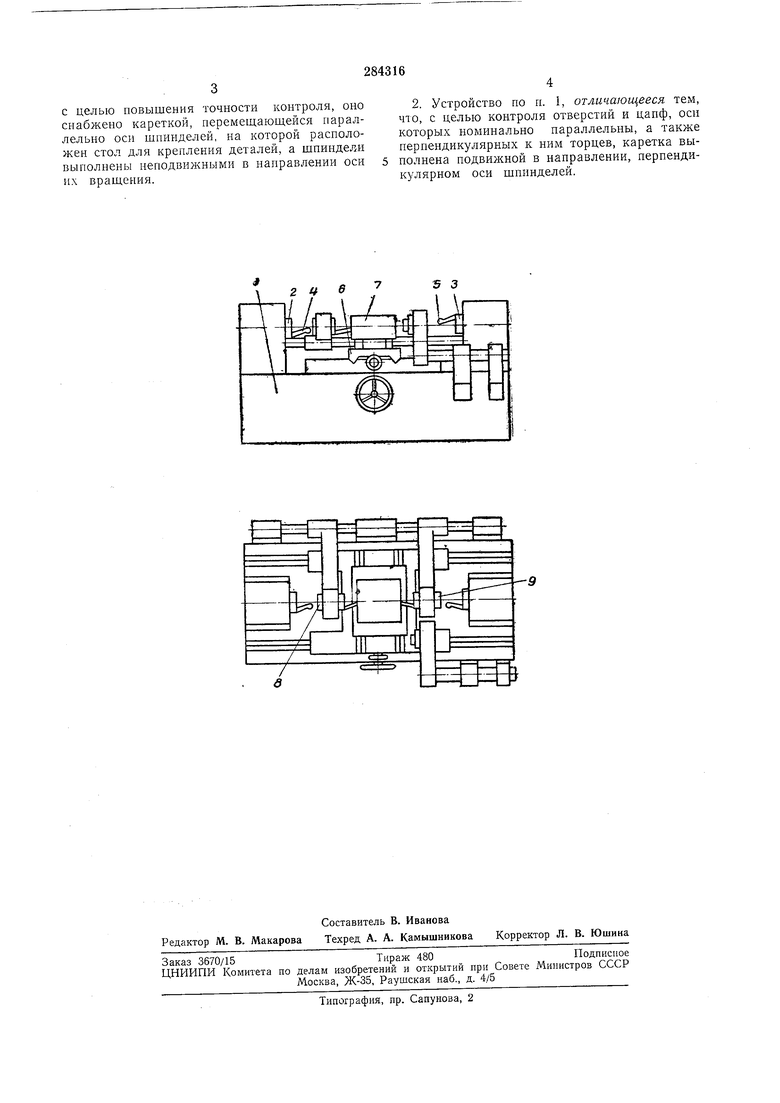
На чертеже показано описываемое устройство.
Устройство содержит основание /, на котором установлены соосные шпиндели 2 и 3, несущие чувствительные датчики 4 н 5. Между шпинделями расположена каретка 6, перемещающаяся по основанию параллельно оси шпинделей и несущая стол 7 для крепления контролируемой детали. Стол выполнен перемещающимся по каретке в направлении, перпендикулярном оси шпинделей 2 и 3. На основании 1 смонтированы также дополнительные, менее точные, перемещаемые щпиндели 8 н 9.
Устройство работает следующим образом.
Контролируемую деталь устанавливают на стол п выверяют ее положение с помощью одного из шпинделей 2 или 3 и (или) дополнительных щпинделей 8 и 9, которые на время выверки вводят в рабочую зону устройства. Затем перемещением каретки и стола последовательно подводят контролируемые поверхности детали к щпинделям 2 и 3, проверяя форму и взаимное расположение этих поверхностей датчиками и 5.
Отверстия и цапфы контролируют, вращая щппндели 2 и 3 к перемещая каретку со столом и контролируемой деталью в направлении, параллельном оси щпинделей. Торцы контролируемой детали проверяют, вращая щппндели .2 и и перемещая стол с контролируемой деталью в направлении, перпендикулярном оси шпинделей.
Предмет изобретения
1. Устройство для контроля формы и взаимного расположения отверстий, цапф и торцев в деталях, содержащее основанпе, два установленных на нем соосных вращающихся щпппделя п стол для крепления детали, расположенный между ними, отличающееся тем, что,
с целью повышения точности контроля, оно снабжено кареткой, перемещающейся параллельно оси шпинделей, на которой расположен стол для крепления деталей, а шниндели выполнены неподвижными в направлении оси нх вращения.
2. Устройство по п. 1, отличающееся тем, что, с целью контроля отверстий и цапф, осн которых номинально параллельны, а также перпендикулярных к ним торцев, каретка выполнена подвижной в направлении, перпендикулярном оси шнинделей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ПОЛЫХ ТОНКОСТЕННЫХДЕТАЛЕЙ | 1967 |
|
SU196704A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2188388C2 |
| Устройство для обработки оптических деталей | 1978 |
|
SU730544A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ НАРУЖНЫХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2159920C1 |
| Устройство для контроля внутренней резьбы калибром | 1985 |
|
SU1357687A2 |
| Устройство для электроэрозионной обработки электродом-проволокой | 1985 |
|
SU1291316A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Станок для сверления | 1972 |
|
SU531664A1 |
| Устройство для доводки цапф трибок и валиков секторов | 1974 |
|
SU527284A1 |
3
