Известен способ определения межэлектродного зазора при помощи дополнительного .низковольтного источника питания, когда элекгроды после прек;ращения троцесса обработки перемещают до момента короткого замыкания между ними.
Однако в условиях электроэрозионного шлифования такой способ не позволяет получить достаточно точные данные по зазору, так как при данном процессе имеет место и чистовая злектроконтактная обработка, что при различных толожениях детали и круга приводит к различным данным по зазору.
Кроме того, нежесткость системы СПИД приводит к дополнительной погрешности при замере зазора.
Цель изобретения - повышение точности определения зазора.
Это достигается тем, что предварительно шлифуют пакет специальных О бразцов под один размер, после чего часть О1бразцов изолируют, а оставшиеся неизолированные образцы подвергают дальнейшему шлифованию до тех пор, пока процесс не пр-екратится или параметры прощесса не достигнут заданного предела, при этом межэлектродный зазор определяют как псрепад между изолированными и неизолированными образцами.
Такой (Способ inojBbimaeT точность определения межэлектродного зазора.
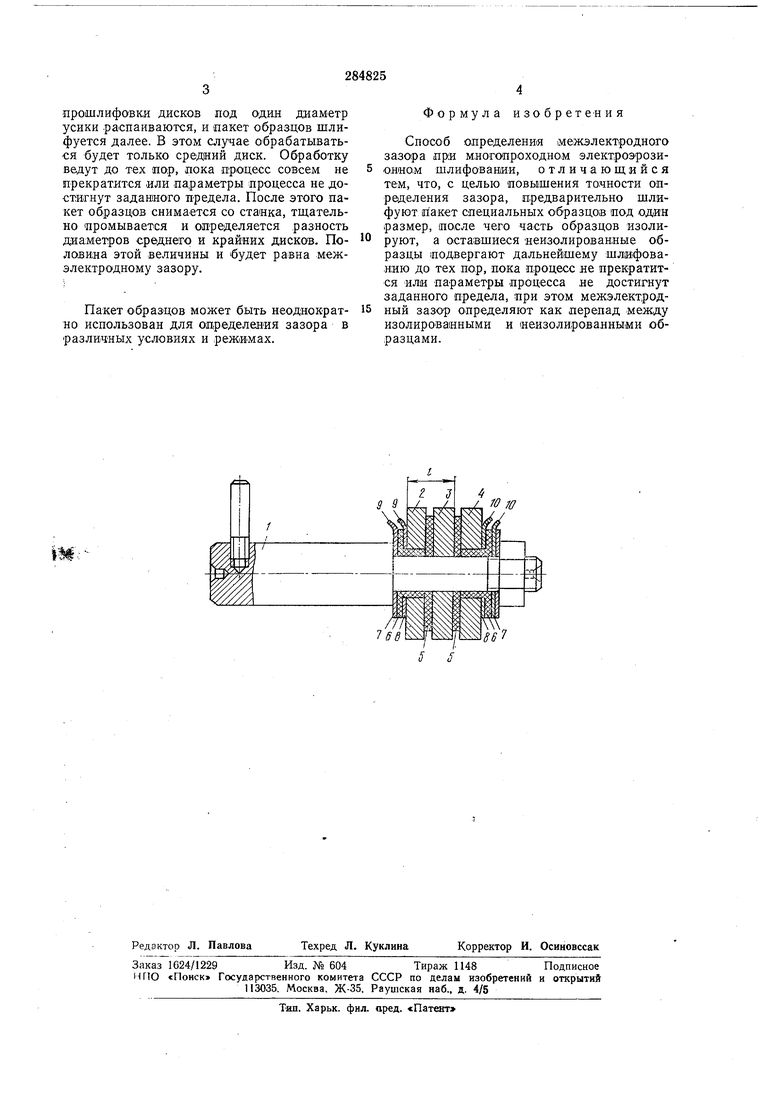
На чертеже изображен специальный пакет образцов, при помощи которого осуществляется иредлагаемый процесс.
Сущность способа состоит в следующем.
Изготовляют специальный пакет образцов, состоящий из стальной оправки 1, на которую посажены три диска (образцы) 2, 3, 4, изготовленные из того же материала, что и детали. Средний диск 3 имеет постоянный контакт с оправкой. Крайние диски 2 я 4 изолированы от 0редне-го диска 3 текстолитовыми шайбами 5, а от оправки изолированы втулками 6. С двух сторон фланца втулок 6 положены медны-е шайбы 7 и 8 с усиками 9, 10. Если усики шайб спаялись между собой, то диски будут иметь контакт с оправкой. Ток к оправке от источника питания подводится через задний
центр станка. Пакет образцов со опа;янными усиками 9, 10 устанавливают в центрах станка и производят многопроходное шлифование дисков под один диаметр.
прошлифовки дисков под один диаметр усики распаиваютх;я, и пакет образцов шлифуется далее. В этом случае обрабатываться будет только средний диск. Обработку в&дут до тех пор, пока процесс совсем не прекратится или параметры процесса не достигнут заданного предела. После этого пакет об разцов снимается со станка, тщательно промывается и определяется разность диаметров среднего и крайних дисков. Половина этой величины и будет равна межэлектродному зазору.
Пакет образцов может быть неоднократно использован для определения зазора в различных условиях и режимах.
Формула изобретепия
Способ определения межэлектродного зазора лр:и многопроходном электроэрозио,нио.м шлифован/ИИ, отличающийся тем, что, с целью повыщения точности определения зазора, предварительно шлифуют па кет специальных образцов под один размер, после чего часть образцов изолируют, а оставшиеся неизолированные образцы подвергают дальнейшему шлифованию до тех пор, пока процесс не прекратится или параметры процесса не достигнут заданного предела, при этом межэлектродный зазор определяют как перепад между изолированными и неизолированными образцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ ОЧИСТИТЕЛЬ МИНЕРАЛЬНЫХ МАСЕЛ | 1991 |
|
RU2021855C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| Способ определения межэлектродного зазора | 1979 |
|
SU1465213A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| Головка для электрохимикомеханической обработки | 1978 |
|
SU774892A1 |
| Способ правки электрода-инструмента и одновременного определения межэлектродного зазора | 1967 |
|
SU246732A1 |
| Устройство для электрообработки | 1987 |
|
SU1523271A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
