to
15
20
25
30
Изобретение относится к электроизическим и электрохимическим метоам обработки, в частности касается электрозрозионного шлифования.
Цель изобретения - повышение точности измерения межэлектродного зазора путем учета влияния гидродинамических сил на результат измерения.
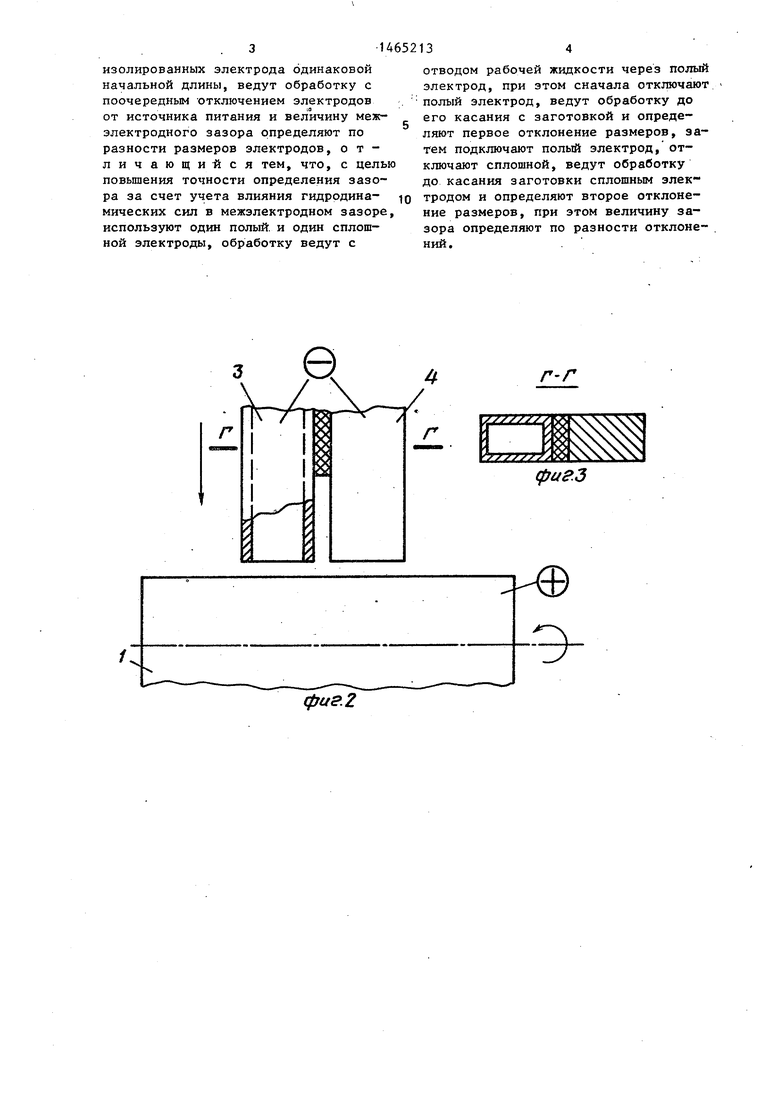
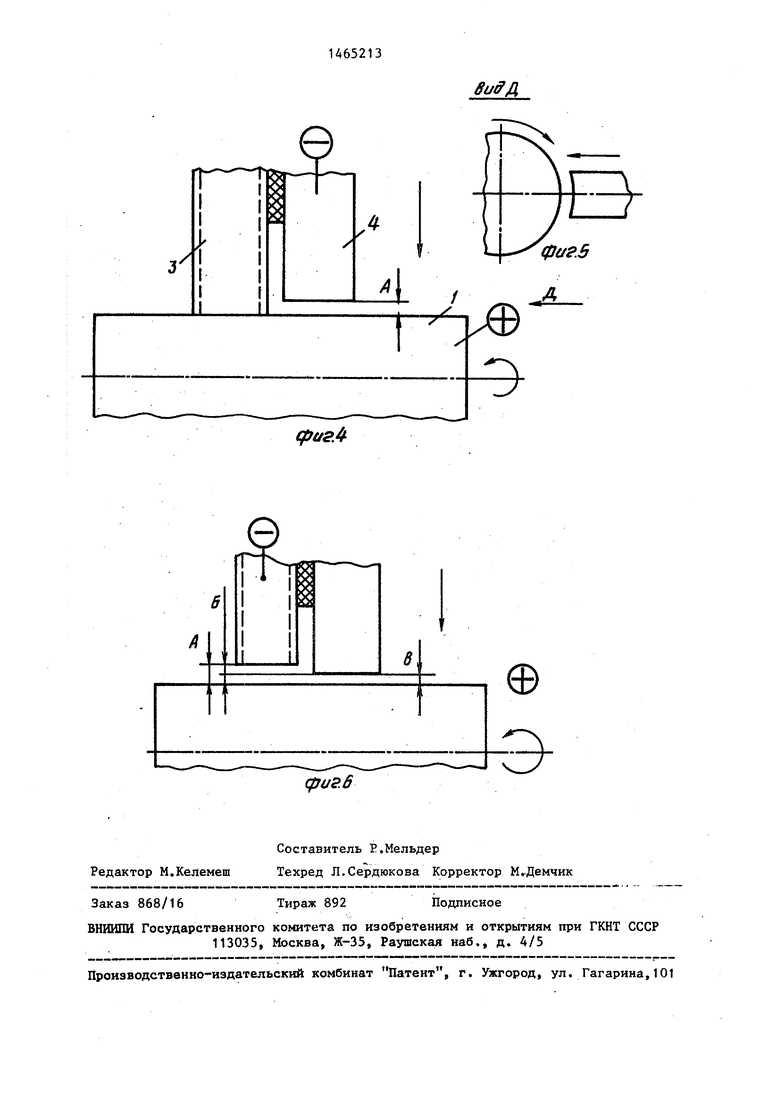
На фиг.1 изображена установка для определения межзлектродного зазора, общий вид; на фиг.2 - процесс шлифования двумя электродами одновременно; на фиг.З - пакет электродов в характерном сечении (разрез Г-Г на фиг,2);. на фиг.4 - процесс шлифования сплош ньм электродом; на фиг.З - вид Д на фиг.4; на фиг,б - процесс шлифования полым электродом.
Обрабатываемая заготовка 1 закрепляется в центре 2. Установка содержит два электрода: полый 3 и сплошной 4, разделенные изолирующей прокладкой 5. Электрод 3 оснащен каналом для отвода рабочей жидкости из внут ренней полости (не показан). Электро- ды 3j4 закреплены в держателе б, установленном с помощью пластины 7 на основании 8. На пластике 9 закреплён- измерительный прибор с индикатором 10 и наконечником 11, Держатель 12 имеет возможность вертшсального перемещения. Центр 13 поддерживает заготовку 1. Установка оснащена источником, питания - генератором импуль- сов (не показан).
Способ реализуется следующзда образом.
Загото.вку 1 приводят во вращение в возвратно-поступательное перемещение вдоль оси вращения. В зону обработки поливом подают рабочую жид кость. На оба электрода подают напряжение от источника питания и выполняют перемещение держателя 12 на .сближение электродов 354 с заготовкой 1.
Производится обработка до тех пор, пока рабочий ток 1р источника питания не достигнет величины
IP 0,7,,
где- 114% короткого замыкания. В таких условиях происходит выравнивание торцов электрода 3 и 4. ;55 Далее электрод 3 отключают и заготовку обрабатывают электродом 4 до тех пор, пока электрод 3 не коснется поверхности заготовки 1.
35
40
45
50
o
5
0
5
0
5
5
0
5
0
В этом цикле обработки через полость электрода 3 удаляют рабочую жидкость из межэлектродного зазора. Определяют величину первого отклонения размеров электродов А по разности размеров электродов 3 и 4 в момент отклонения стрелки индикатора 10 (индикатор 10 показывает момент контакта электрода 3 и заготовки 1).
Затем отключают электрод 4 и подключают к источнику питания электрод 3. Ведут дальнейшую обработку до тех пор, пока индикатор 10 вновь покажет отклонение. При этом отклонение индикатора 10 регистрирует не контакт электрода 4 и заготовки 1, а их сближение до такого расстояния, при котором гидродинамические силы в зазоре между электродом 4 и заготовкой 1 начинают регистрироваться индикатором 10, Величину второго отклонения размеров Б определяют по разности размеров электродов.
По результатам измерения отклонений А и Б определяют составляющую межэлектродного зазора, обусловленную действием гидродинамических сил. Учет этой величины позволяет увеличить точность определения межэлектродного зазора.
В процессе электроэрозионного шлифования, которое осуществляют, как правило, сплошным брусковым электродом, сближение электрода с заготовкой -можно осуществлять до некоторой минимальной величины, при которой прибор регистрирует воздействие гидродинамических сил в межэлектродном зазоре. В каждом конкретном случае это расстояние будет зависеть QT площади электрода, скорости вращения заготовки и т.п.
Рабочее напряжение на режимах выхаживания выбирают с учетом вели°- чины гидродинамической составляющей межэлектродного зазора, т.е. всегда должно обеспечиваться протекание процесса электроэрозии.
Такшм образом, предложенный способ позволяет учитывать величину гидродинамической составляющей межэле-к- тродного зазора при выборе режимов электроэрозионного шлифования.
Формула изобретения
Способ определения межэлектродного зазора при электроэрозионном шлифог вании, при котором используют, два .
3-14652
изолированных электрода одинаковой начальной длины, ведут обработку с поочередным -отключением электродов . от источника питания и величину межэлектродного зазора определяют по разности размеров электродов, отличающийся тем, что, с целью повышения точности определения зазора за счет учета влияния гидродина- мических сил в межэлектродном зазоре, используют один полый, и один сплошной электроды, обработку ведут с
134
отводом рабочей жидкости через полый электрод, при этом сначала отключают полый электрод, ведут обработку до его касания с заготовкой и определяют первое отклонение размеров, затем подключают полый электрод, отключают сплошной, ведут обработку до касания заготовки сплошным элек тродом и определяют второе отклонение размеров, при этом величину зазора определяют по разности отклонений.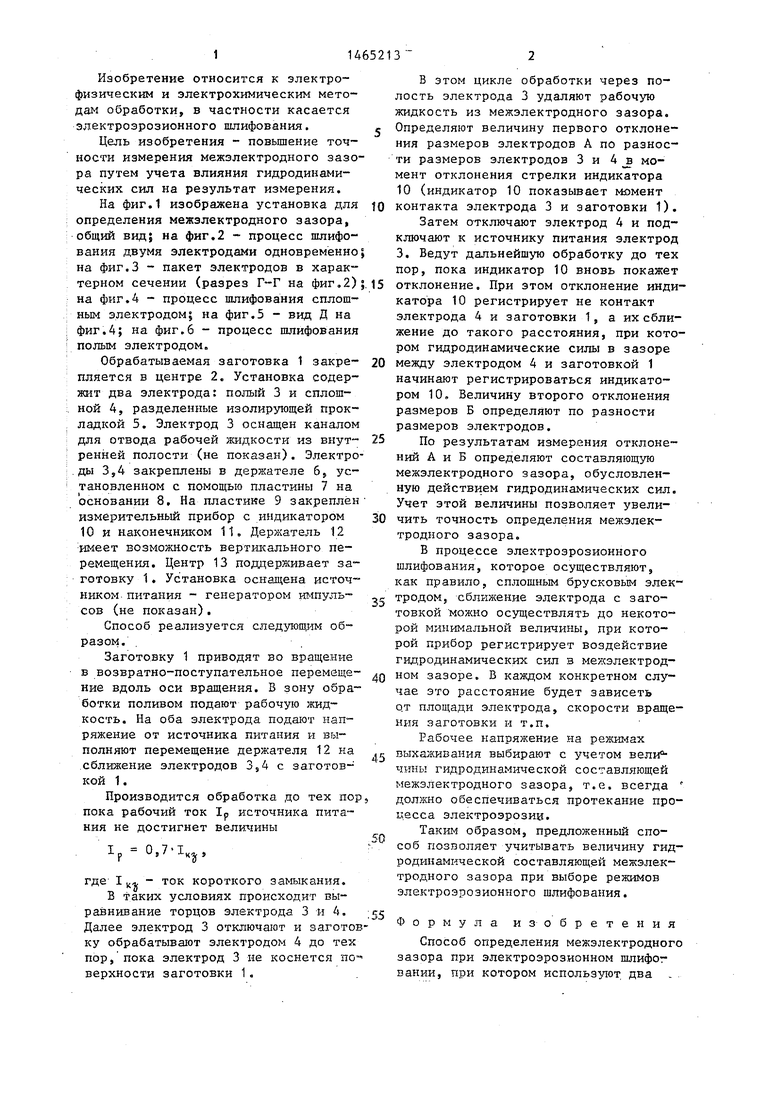
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА ЭЛЕКТРОЭРОЗИОННЫМ МЕТОДОМ | 1984 |
|
SU1293914A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ электрофизикохимической правки алмазных кругов | 1984 |
|
SU1255326A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2019 |
|
RU2730321C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
Изобретение относится к области машиностроения, в частности к электг рофизическим- и электрохимическим методам обработки, и касается электроэрозионного шлифования. Цель.изобретения - повьшение точности измерения hГГ V- V -. зазора путем учета влияния гидродинамических сил на величину зазора. Электроды 3 и 4, один из которых (3) полый, прирабатывают . Электрод 3 отключают, заготовку обрабатывают электродом 4 до тех пор, пока электрод 3 не. коснется поверхности заготовки 1. После касания измеряют первое отклонение размеров электродов 3,4 в момент отключения стрелки индикатора 10. Вы полняют тот же цикл при включенном электроде 3 и отключенном электроде 4. Определяют второе отклонение. По разности отклонений,зависящей от гидродинамических сил, определяют величину межэлектродного зазора. 6 ил. Л7 (Л S Г2 uf.t
фие.2
г-г
фиг.з
сригЛ
gjus.B
Редактор М.Келемеш
Составитель Е.Мельдер
Техред Л.Сердюкова Корректор М.Демчик
Заказ 868/16
Тираж 892
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская иаб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина,101
Подписное
| Способ определения межэлектродного зазора | 1967 |
|
SU284825A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
