Известны лентошлифовальные станки для скругления входной и выходной кромок пера лопаток газотурбинных двигателей. В этих станках лопатка укреплена на узле, состояпдем из трех качалок, покачивающих лопатку вокруг трех осей.
Предлагаемый полуавтомат предназначен для скругления кромок пера лопаток, имеющих прямолинейные образующие и линейный закон изменения радиуса скругления.
Повышение точности обработки достигается в предлагаемом полуавтомате тем, что ось поворота одной из качалок совмещена с осью центров радиусов скругления кромки, а такл е тем, что лопатка автоматически самоустаиавливается по обрабатываемой кромке при подводе ее к абразивной лейте.
Обработка кромки лопатки производится по всей ее длине абразивной лентой с щириной, меньщей длины лопаток, в три перестановки относительно ленты; перестановки выполняются автоматически.
На станине полуавтомата установлен узел, сообщающий кулаку, прижимающему ленту к лопатке, вибрационное движение в направлении, перпендикулярном обрабатываемой по.верхпости, с амплитудой, достаточной для нарушения контакта ленты с лопаткой. Такая вибрация кулака позволяет предотвращать
вспучивание движущейся ленты перед кромкой лопатки.
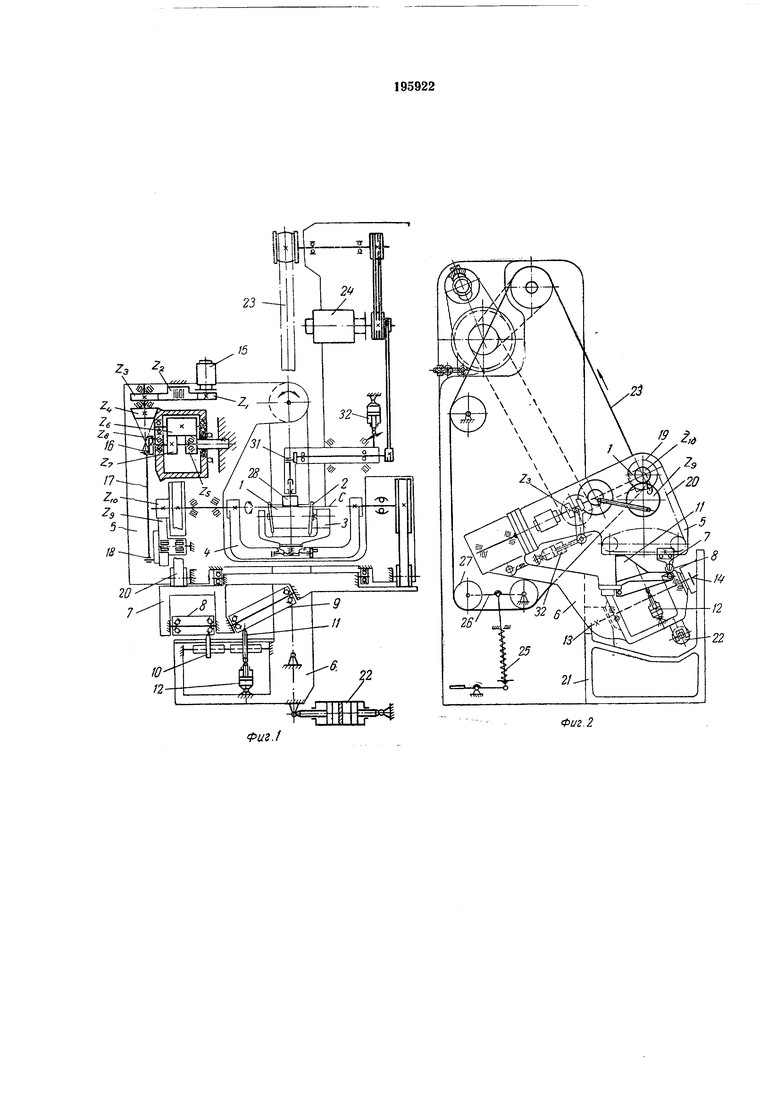
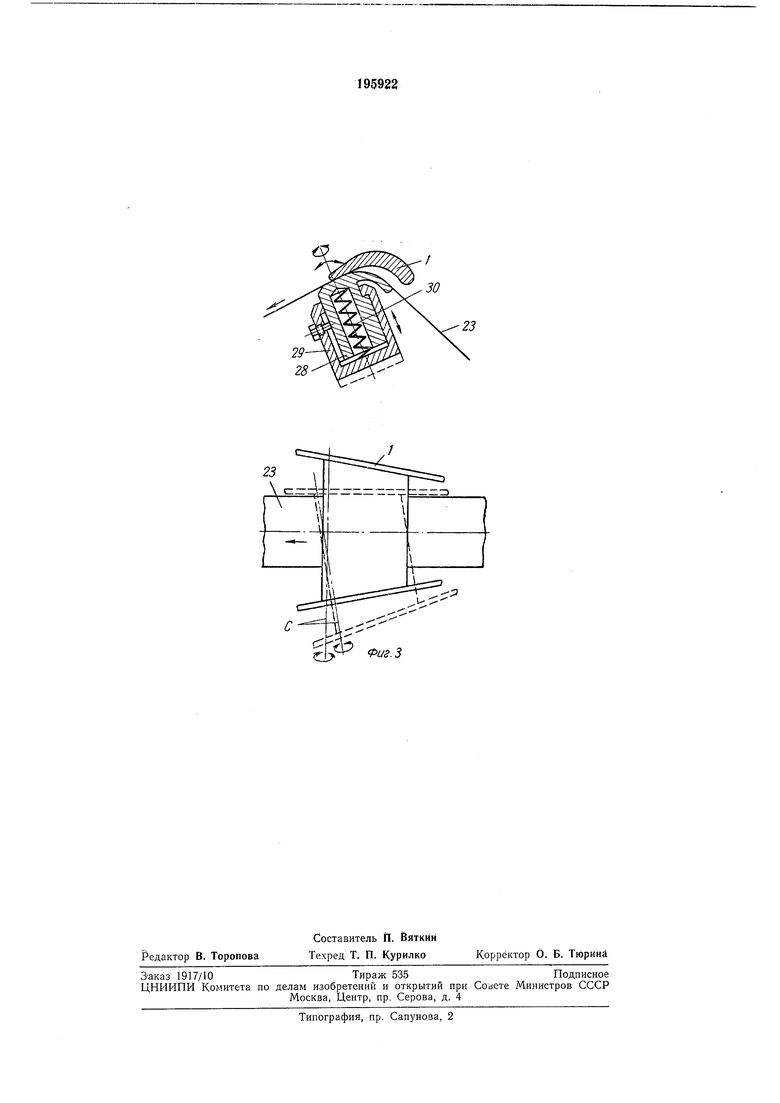
Па фиг. 1 иоказана схема нолуавтомата, вид сверху; иа фиг. 2 - то же, вид сбоку; на фиг. 3 - схема расположешш абразивной ленты и обрабатываемой лопатки.
Обрабатываемая лопатка / закреплена в приспособлении 2, устанавливаемом на качалке 3. Цапфа качалки 3 свободно вращается в качалке 4, цапфа ко горой, в свою очередь, свободно вращается в качалке 5. Цапфа качалки 5 Свободпо вращается в подшипнике качалки перестанова 6. Эти степени свободы позволяют обрабатываемой лопатке самоустапавливаться при обработке.
По качалке 5 перемеш,ается каретка 7, несущая копирные ролики 5 и 9, опирающиеся иа копиры 10 и 11. Ось копиров расположена в качалке перестаноза 6. Копир 10 ненодвижен. а копир // поднимается и опускается с помощью гидроцилиндра 12. Цапфы качалки перестанова 6 расположены в лодщииниках 13 и 14.
Па качалке 5 устаиовлеи электродвигатель /5, приводящий в движение цепь колес Zj, Zo, Z:j, Zj, 2:„ Zo, ZT, Za. Палец 16 колеса Zg служит кривошипом, передаюидим через шатун 17 движение пальцу 18 колеса Zg, которое сцеплено с колесом Zio, жестко соединенным с цапфой качалки 4. На одной оси с колесом Zio
плотно посажен. ШКИБ 19, связанный стальной лентой 20 с кареткой 7. Такая кинематическая СВЯЗЬ координирует одновременное покачивание качалки 4 и качалки 5.
На станине 21 шарнирно укреплен гидроцилиндр 22 с двумя поршнями, служащий для поворота качалки перестанова 6 последовательно в левое крайнее, среднее и правое крайнее положения, соответствующие положениям лопатки при ее обработке (см. фиг. 3).
Абразивная лента 23 приводится в движение электродвигателем 24. Пружина 25, действуя через рычаг 26 на натяжной ролик 27, натягивает ленту 23. К обрабатываемой лопатке ленту прижимает кулак 28, расположенный в станине 29 и поджатый пружиной 30. Кулак 28 имеет плоскую рабочую поверхность. Пружина 30 для компенсации случайных утолщений ленты. Стакану 29 вместе с кулаком 28 сообщается вибрационное движение от эксцентрика 5/. Гидроцилиндр 32 подводит кулак 28 с абразивной лентой к обрабатываемой лопатке. Лопатка при обработке новорачивается вокруг оси С, которая является осью центров радиусов скругления. С этой осью совпадает ось качалки 4. Угол поворота лопатки регулируется положением пальца 16 на колесе Zg. Поворот качалки перестанова 6 от гидроцилиндра 22 осуществляется в соответствии с программой, обеспечиваемой электросхемой полуавтомата.
Предмет изобретения
1. Лентошлифовальный полуавтомат для скругления входных и выходных кромок пера
лопаток газотурбинных двигателей, имеющих линейный закон изменения радиуса скругления и .прямолинейные образующие, на станине которого помещены механизм, протягивающий абразивную ленту, и узел, состоящий из трех качалок, удерживающих обрабатываемую лопатку и покачивающих ее вокруг трех осей, и кулачкового механизма, координирующего одновременное покачивание двух качалок, отличающийся тем, что, с целью повышения точности обработки кромки лопатки, ось поворота одной из качалок совмещена с осью центров радиусов скругления кромки лопатки, причем лопатка при подводе ее к абразивной ленте автоматически самоустанавливается по обрабатываемой кромке.
2.Полуавтомат но п. 1, отличающийся тем, что, с целью обработки кромки лопатки по всей ее длине абразивной лентой, ширина которой меньше длины лопатки, .на его станине укреплен нривод, представляющий одну из качалок поочередно в крайпее левое, среднее и крайнее правое положение.
3.Полуа:втомат по п. 1, отличающийся тем, что, с целью предотвраш,ения вспучивания абразивной ленты перед кромкой обрабатываемой лопатки, па станнне установлен узел, сообщающий кулаку, прижимающему ленту к лопатке, вибрационное движение в направлении, перпендикулярном обрабатываемой поверхности, с амплитудой, достаточной для нарушения контакта ленты с лопаткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный полуавтомат для скругления кромок пера лопаток газотурбинного двигателя | 1968 |
|
SU284898A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ ЗАКРУГЛЕНИЯ КРОМОК ДЕТАЛЕЙ | 1968 |
|
SU207072A1 |
| Шлифовальный станок | 1980 |
|
SU889398A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU127584A1 |
| Ленточно-шлифовальный станок | 1960 |
|
SU141403A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
23
