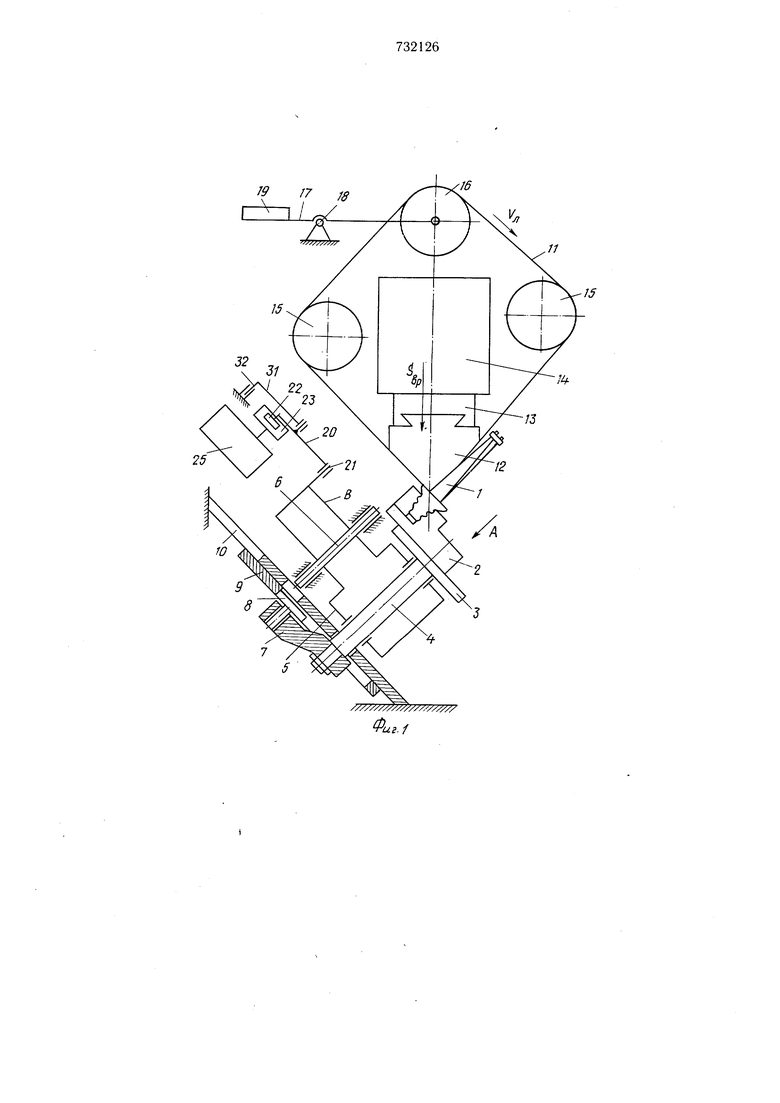
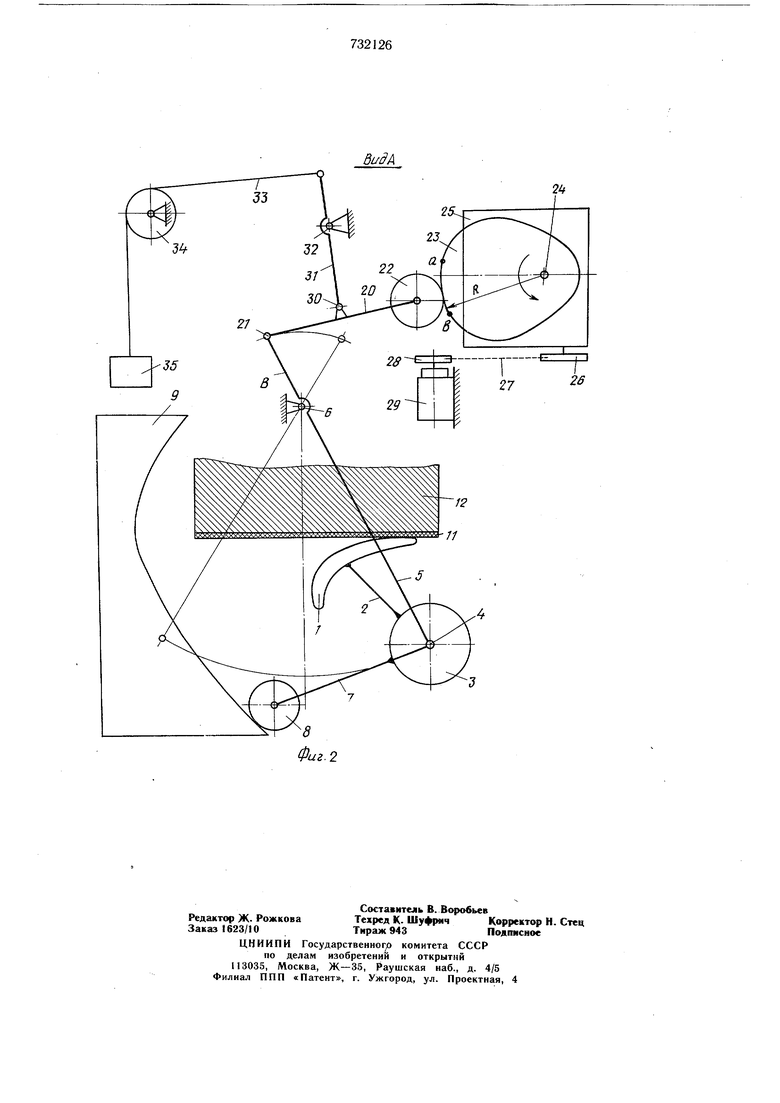
Изобретение относится к способам обработки криволинейных поверхностей абразивными лентами. Известен способ шлифования криволинейных поверхностей с переменным радиусом кривизны, при котором обрабатываемой детали сообщают формообразующее движение обкатки относительно инструмента. При этом участки криволинейной поверхности с различным радиусом кривизны обрабатываются с одинаковыми скоростями обкатки 1. Однако контакт абразивной ленты с поверхностью большего радиуса кривизны идет по большей площади и, следовательно, обработка этого участка ведется с меньшим давлением поджима относительно участка с малым радиусом кривизны, который лимитирует производительность обработки. Цель изобретения - повышение производительности. Цель достигается тем, что при обработке участков детали с большим радиусом кривизны скорость обкатки уменьшают и наоборот. Таким образом, варьируя длительностью контакта инструмента и детали в различных сечениях, можно добиться оптимальных результатов по производительности обработки криволинейных поверхностей в целом. Конструктивно предлагаемый способ может быть реализован, в частности, корректировкой закона перемещения механизма обката с помощью кулачка. Кулачок устанавливают на выходном валу редуктора, а связывающий его с механизмом обката ролик может быть установлен на щатуне, кривошипе или непосредственно на механизме обката. Изобретение поясняется чертежами, где на фиг. 1 показано устройство для обработки криволинейных поверхностей (лопаток); на фиг. 2 - вид А фиг. 1 (вариант с расположением ролика на шатуне механизма привода). Обрабатываемая лопатка 1 с помощью приспособления 2 крепится на планшайбе 3 шпинделя 4 механизма обката, выполненного, например, в виде люльки 5, имеюшей возможность качаться вокруг оси 6. На конце шпинделя закреплен рычаг 7 . со свободно вращающимся роликом 8, взаимодействующим с копиром 9, закрепленным на станине 10. Поджим ролика 8 к копиру 9 осуществляется, например, пружиной, грузом через трос и т. п. (на чертежах не показано). Абразивная лента 11 огибает контактный копир 12, установленный на пиноли 13 механизма подачи 14, направляющие ролики 15 и приводной шкив 16, являющийся одновременно и натяжным, для этого он установлен на коромысле 17, имеющем возможность поворачиваться вокруг оси Ш. Регулирование силы натяжения ленты производится величиной груза 19. Качание люльки 5 вокруг оси 6 производится шатуном 20, один конец которого шарнирно соединен с цапфой 21 кронштейна В люльки, а второй - с приводом. Второй конец шатуна снабжен свободно вращаюшимся роликом 22, взаимодействующим с кулачком 23, закрепленным на выходном валу 24 редуктора 25. Привод редуктора осуществляется шкивом 26, гибкой передачей 27 и шкивом 28, закрепленным на валу электродвигателя 29. Шатун 20 с помощью шарнира 30 закреплен на коромысле (кривошипе) 31 с осью поворота 32. Со вторым концом коромысла соединен трос 33, перекинутый через свободно вращающийся ролик 34. На конце троса закреплен груз 35, поджимающий ролик 22 к кулачку 23. При работе станка от приводного шкива 16 вращается абразивная лента 11 (по стрелке Ул), которую контактный копир 12 с помощью механизма подачи 14 поджимает к обрабатываемой лопатке 1 (по стрелке Sep.) Кулачок 23, вращаясь вместе с валом 24, через ролик 22 и шатун 20 качает люльку 5 вокруг оси 6. При этом ролик 8 катится по копиру 9 и через рычаг 7, шпиндель 4, приспособление 2 обкатывает лопатку по контактному копиру 12. Длительность контакта отдельных участков профиля лопатки с лентой задается формой профиля кулачка 23. Так, например, при обработке прямолинейного участка пера у выходной кромки турбинных лопаток участок аЬ кулачка 23 выполняют с постоянным радиусом R, что позволяет увеличить время контакта этого участка лопатки с лентой, так как люлька 5 в момент контакта участка аЬ с роликом 22 вокруг оси 6 не качается. В зависимости от конструктивной компоновки станка ролик 22 может быть установлен непосредственно на люльке 5 (на цапфе 21) или на коромысле (кривошипе) 31 (в первом случае трос 33 соединяется непосредственно с люлькой, а коромысло 31 аннулируется). Станок может быть выполнен и с другими механизмами обката. Формула изобретения Способ шлифования криволинейных поверхностей с переменным радиусом кривизны, при котором обрабатываемой детали сообщают формообразующее движение обкатки относительно шлифовального инструмента, отличающийся тем, что, с целью повышения производительности, при обработке участков детали с большим радиусом кривизны скорость обкатки уменьшают, и наоборот. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 411986, кл. В 24 В 21/16, 1973.
/ /7
5
/7
///У/ /// /// //////////
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1978 |
|
SU732127A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |