Механизм внутришагового деления для позиционных систем нрограммного управления с абсолютным методом отсчета, содержащий индуктивный датчик с супнортом, микрометрический винт и два коллекторных датчика, работающих по схемам совпадения, известен.
Однако этот механизм не и.меет устройства для смещения начала отсчета и введения коррекции на изменение радиуса инструмента.
Предложенный механизм отличается от известного тем, что он снабжен нинолью со встроенной гайкой микровинта, связанной с суппортом индуктивного датчика, причем для линейного смещения пиноли она связаиа с приводом из зубчатых реечной н червячной передач, а для задания величины коррекции на изменение радиуса инструмента механизм снабжен гидроцилиндром, в поршне которого выполнено коническое гнездо, а на корпусе механизма установлен конический фиксатор, смещение которого по лимбу служит для задания требуемой величины коррекции за счет зазора между фиксатором и коническим гнездом порщня. Шток цорщня носредством червячной и реечной передач связан с пинолью. Такое выполнение мехаиизма обеспечивает смещение начала отсчета и введение коррекции на изменение радиуса инструмента. С целью обеспечения автоматического учета смещения индуктивного датчика нри отсчете
количества HiaroB он снаожен нланстарным сумл ирую1цим меха П13мом, иосредством которого при помощи двухреечиых передач и зубчатых колес коллекторный датчик, иредназначенный для отсчета щагов, связан с подвижным органом машины, на которой установлен механ 1зм деления, и с суинортом индуктивр.ого датчика.
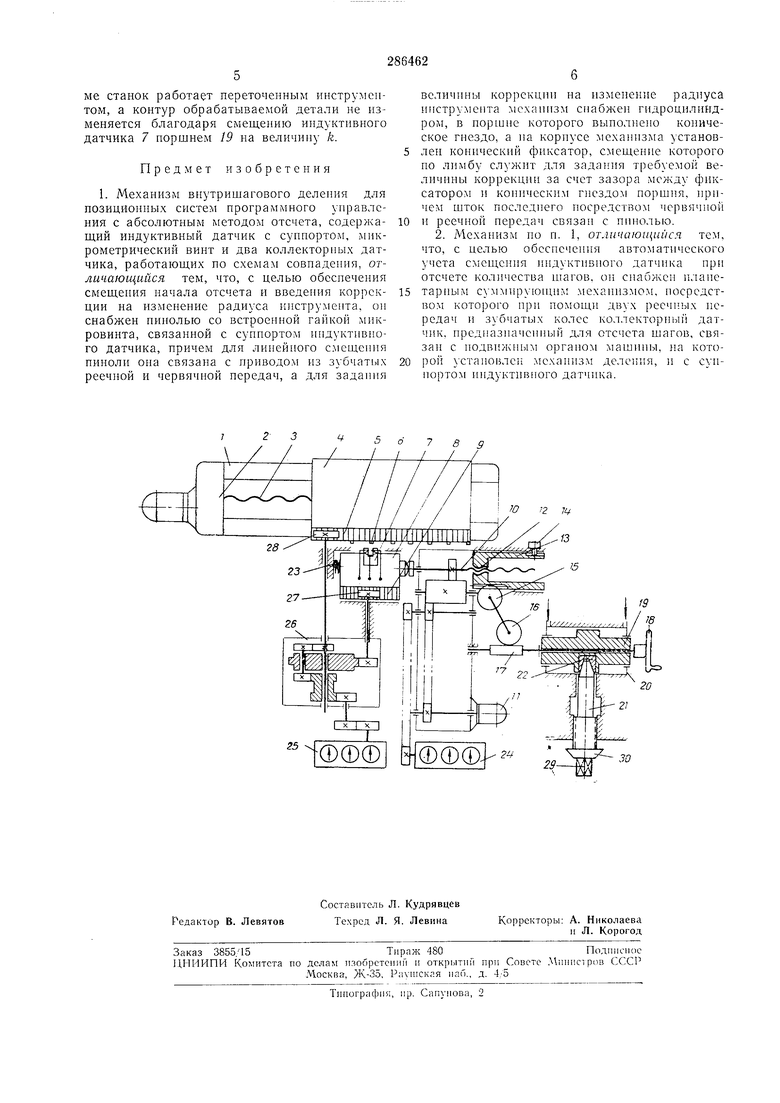
На чертеже изображена при1нии иальиая
с. механнзма вн}трин агового деления нозициоиной системы ирограммного управления,
которой оснащен нродольный коордииатный
стол.
Па станине / расположены привод 2 стола,
винт .:, стол 4. Па столе 4 установлены зубчатая рейка 5, эталон о длины (шкала, по KOTOpoii ироизводится отсчет лииейных координат), состоящий из равномерно расставленных с высокой стененью точности кулачков,
которые являются якорями индуктивного датчика 7. Индуктпвиый датчик 7 емоптирован на суппорте 8 механизма внутрищагового деления, который расноложеи неиодвижно па станине /. Кроме того, на суппорте 8 расположена зубчатая рейка 9. Смещается суппорт
8 ирп помощи .микрометрического винта 10,
жет перемещаться вдоль своей оси. От проворота пиноль 13 удерживается шпоикой 14. Перемещается иииоль 13 в осевом наиравлеиии ири помощи колеса 15 (рейка нарезана на самой пиноли 13 и червячпой передачи, состоящей из червячпого колеса 16 и червяка 17. Перемещаться пиноль 13 может как благодаря вращению червяка 17 рукояткой 18, так и смещению его в осевом иаиравлении поршнем 19 гидроцилиндра 20. В носледием случае червячная передача работает как реечная передача.
Червяк 17 может быть смещен в осевом направлении только тогда, когда коиический фиксатор 21 выдвинут и между коиусом фиксатора 21 и гнездом 22, расположеппым в норшне 19, имеется зазор. Все люфты в виптовой наре 10-12, в наре рейка - шестерня /.3-15 и в червячной передаче выбираются пружиной 23.
Величина смещения суппорта 8 (при смещепии его путем вращения микрометрического випта 10) отсчитывается коллекторным датчиком 24 (контактным кодовым преобразователем), связанным через ряд шестерен с микрометрическим винтом 10. Это смещение нроизводится для иитерполяции иитервалов эталона 6 (внутришагового делення).
Число кулачков эталона 6 (количество интервалов шкалы), пройденных относительно индуктивного датчика 7 при смещении стола 4, отсчитывается коллекторным датчиком 25.
Последний связан при иомощи илаиетарпого мехаиизма 26 и зубчатых колес 27 и 28 с зубчатыми рейками 5 и 9.
На пульте управлеиия выбирают требуемую линейиую коордипату, т. е. координату точки, до которой будет смещеп стол 4. Эта координата может быть задана нрограммой, занисаипой па иерфолеите, или каким-либо другим вводным устройством.
Величина заданной координаты автоматически разбивается на величииу основного хода, т. е. хода, кратиого расстоянию между кулачками эталопа 6, по меньшего, чем заданный НОЛ11ЫЙ ход, и величину дополнительного хода, меньшего, чем расстояние между двумя кулачками, и доводящего основной ход до заданного.
Электродвигатель // вращает через ряд цилиндрических шестереи микрометрический винт 10 и тем самым смещает суппорт 8, а с ним и индуктивный датчик 7, на величину дополнительиого хода. Указанный сунпорт 8 останавливается в требуемом ноложепии коллекторным датчиком 24 (внутришаговое деление). После этого включается электродвигатель привода 2, который вращая виит 5, перемещает стол 4 иа заданную величину. Кулачок эталона 6, соответствующий заданной величине, выбирается коллекторным датчиком 25, а точное положение кулачка относительно иидуктивного датчика регулируется самим этим датчиком.
Смещение начала координат производится, если это необходимо, до начала автоматической работы следующим образом. Смещают стол 4 на иеобходимую величину, тем самым ликвидируя погрешность установки детали относительно заданных баз па столе 4, после чего рукояткой J8 вращают червяк 17, червячное колесо 16 и реечное колесо 15, которое смещает пиноль 13 и тем самым смещает микрометрический винт 10, суннорт 8 и индуктивный датчик 7. Смещение производится до тех пор, пока нулевой кулачок эталона 6 не занимает симметричного ноложення относительно ипдуктнвного датчика 7, которое ироверяется по микроамперметру.
Так как при смещении стола 4 входной вал коллекторного датчика 25 поворачивается на определепный угол в одну сторону, а при смещении суппорта 8 благодаря наличию нланетарного механизма 26 - на тот же угол в противоположную сторону (т. е. коллекторный датчик остается в исходиом ноложеиии), пачало отсчета смеп;ается иа величппу смендения стола 4.
Коррекция на изменение радиуса инструMeirra производится следуюн 1,им образом.
Вращеиием рукоятки 29, смещают конпчеCKiiii фиксатор 2} на онределенную величину, отсчет которой ведется но лимбу 30, расположенному па рукоятке 29, нричем деления лимба 30 соответствуют шкале, по которой отсчитывают перемещепия рабочего оргаиа машины (стола 4). При смещении в осевом на фавлеиии конического фиксатора 21 между
конусом фиксатора 2 и гнездом 22 образуется равномерный зазор, соответствуюн1,ий заданной величине К коррекции.
Подавая масло нод давлением в иравую или левую полость гидравлического цилиндра
20, смещают поршень 19 на величину образовавшегося зазора, что соответственно вызывает смещение в ту или иную сторону индуктивного датчика 7 па величину k.
Если нрограмма работы станка рассчитана
на работу инструментом, папрнмер фрезой, диаметром DI, а после нереточки диаметр инструмента становится D-y, то величина коррекцнп, т. е. величина, на которую нужно смещать инструмент в каждую сторону от расft, .,
четного положепия, должиа быть « --
В nporpaiMMe работы станка записывается необходимое паправлепие смещения индуктивного датчика 7 для введения коррекции,
тем самым определяется нолость цилиндра 20, в которую необходимо подать масло.
Если конус фиксатора 21 плотно сидит в гнезде 22 поршня 19, то индуктивный датчик 7 не смещается и станок работает но программе, рассчитанной на работу новым инструментом диаметром D. Если же инструмент переточен до диаметра 2, то коиический фиксатор 21 смещается на определенную величину, соответствующую смещению индуктивного
ме станок работает переточенным инструментом, а контур обрабатываемой деталн не нзменяется благодаря смещению индуктивного датчика 7 норшнем 19 на величину k.
Предмет изобретения
1. Механизм внутришагового деления для позиционных систем программного управления с абсолютным методом отсчета, содержащий индуктивный датчик с СуНПОрТОМ, Л ИКрометрический винт и два коллекторных датчика, работающих по схемам совнадення, отличающийся тем, что, с целью обеснечения смещения начала отсчета и введения коррекции на изменение радиуса инструмента, он снабжен нинолью со встроенной гайкой микровинта, связанной с супнортом индуктивного датчика, причем для линейного смещения пиноли оиа связана с нриводо.1 из зубчат1)1х реечной и червячной передач, а для задания
величины коррекцнн на нзменение радиуса инструмента механнзм снабжен гидроцнлнндром, в HOpiuHe которого вынолнено коническое гнездо, а на корпусе механнзма установлен конический фиксатор, смещение которого но лимбу служит для задания требуемой величины коррекцни за счет зазора между фиксатором и коническим гнездом поршня, прнчем шток последнего посредством червячной
н реечной нередач связан с пннолью.
2. Механизм но н. 1, отличающийся тем, что, с целью обеспечения автоматического учета смен1ення индуктнвного датчнка при отсчете количества шагов, он снабжен нлапетарным суммируюнднм механнзмом, посредством которого прн номощн двух реечных нередач н зубчатых колес коллекторньп датчнк, предпазпаченпый для отсчета шагов, связан с нодвижпым органом машнны, на которой установлен механнзм деления, и с суннортом индуктивного датчнка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Прецизионный делительный стол | 1961 |
|
SU148707A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ | 1973 |
|
SU385686A1 |
| ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1961 |
|
SU134960A1 |
| УГЛОМЕРНЫЙ ДЕЛИТЕЛЬНЫЙ СТОЛ | 1966 |
|
SU179167A1 |
| Устройство для точного перемещения рабочего органа станка | 1983 |
|
SU1199461A1 |
| ИНДУКТИВНАЯ СИСТЕМА ДЛЯ ОТСЧЕТА И ИЗМЕРЕНИЯ ЛИНЕЙНЫХ НЕРЕМЕЩЕНИЙ РАБОЧИХ ОРГАНОВ СТАНКОВ | 1973 |
|
SU361838A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Зубодолбежный станок | 1987 |
|
SU1569118A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
/ / . // / / / о 7 8 ff
