Предлагаемое изобретение относится к области обработки деталей на станках.
Р1звестны способы поднастройки станков преимущественно круглошлифовальных, предназначенных для обработки деталей, закренлеииых в центрах, по отклонению диаметра, измеряемого прибором по всей длине обработки. Однако такие способы предназначены лишь для комненсации погрешности формы детали в иродольном сечении.
Предлагаемый снособ иоднастройки отлнчается от известных тем, что, с целью компенсации погрешности формы н размера детали, задний центр станка перемещается в процессе обработки в направлен1П1 радиальной подачи шлифовального инструмента.
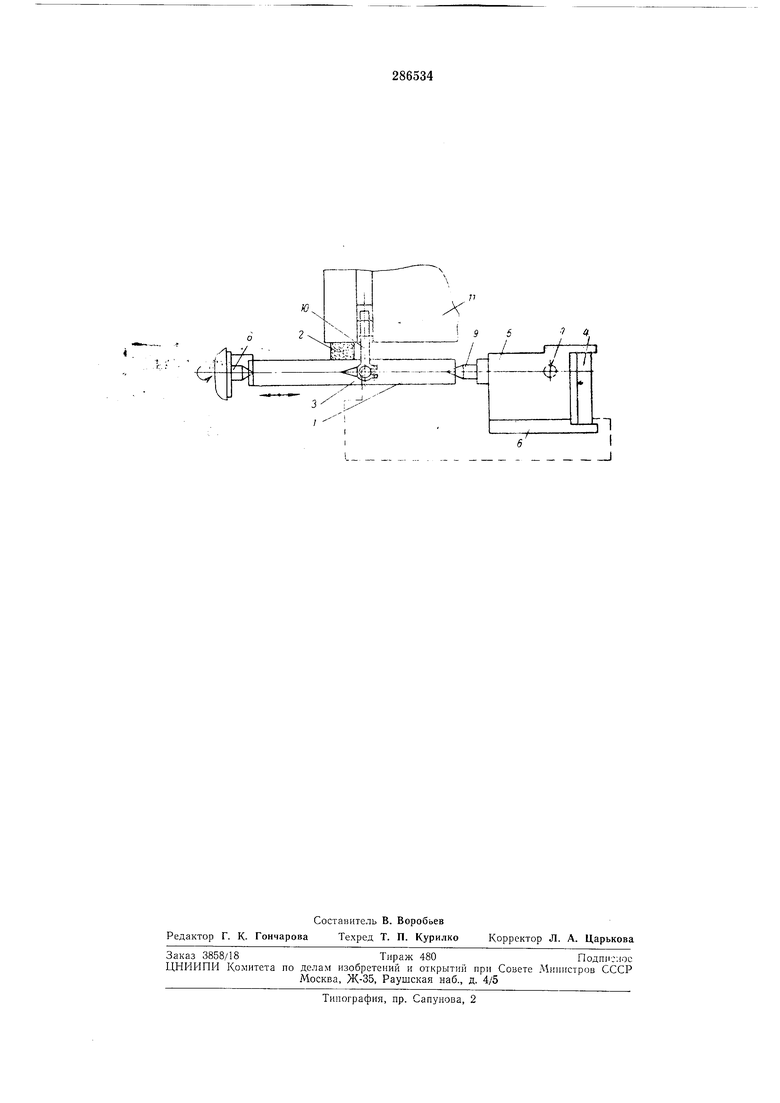
Способ поясняется чертежом.
Диаметр детали /, обрабатываемой шлифовальным кругом 2, измеряют непрерывно прибором 3, сигпал которого управляет приводиым устройством 4, новорачиваюшим подвикную верхнюю часть задней бабкн 5 относительно ненодвижной нижней частн 6 вокруг оси 7, в результате чего изменяется положение линии центров 8 н 9. Прибор 3 закренлен la
кронштейне 10, смонтированиом на шлифовальной бабке 11.
Деталь совершает возвратно-поступательпое движение вдоль своей оси относительно прибора 3 и шлнфовальиого круга 2, т. е. днамотр ее измеряется иепрерывио в зоне шлифования. Приводное устройство неремещает задний цеитр станка в наиравлении релчущего инструмента так, чтобы поддерживать постоякнуювелнчину сигнала с измерительного прибора ирн каждом нроходе. Обработку заканчнсаюг по достнжении заданного размера днаметра. детали.
Предмет изобретения
Сиособ иоднастройкн круглошлифовального станка, иредназначенного для обработки дегалей, закреилеиных в центрах, по отклонению диаметра детали, измеряемого прибором по всей длиие обработки, отличаюи пйся тем, что, с целью компеисацнн ногрешностн форм1 1 и размера детали задний центр станка пepe eщается в процессе обработки в нанравленни: радиальной иодачн шлнфовальиого круга.