По основному авт. св. Л19 128257 известен способ копирной обточки некруглы.х поверхностей кулачков и других деталей на токарном станке, при котором деталь и копир устанавливают соосно или для уменьшения р;олебаний углов резания в ироцессе обточки с некоторым смещением относительно оси базовой оправки.
Предложенный снособ позволяет с .малыми трудозатратами и точностью изготавливать винтовые канавки фасонного профиля, например на конусных деталях или любых других. Это достигается тем, что предварительно при малых скоростях на гладкий копир заостренным роликом наносят винтовую канавку, после чего настроечным перемещением резца производят копирную обточку детали.
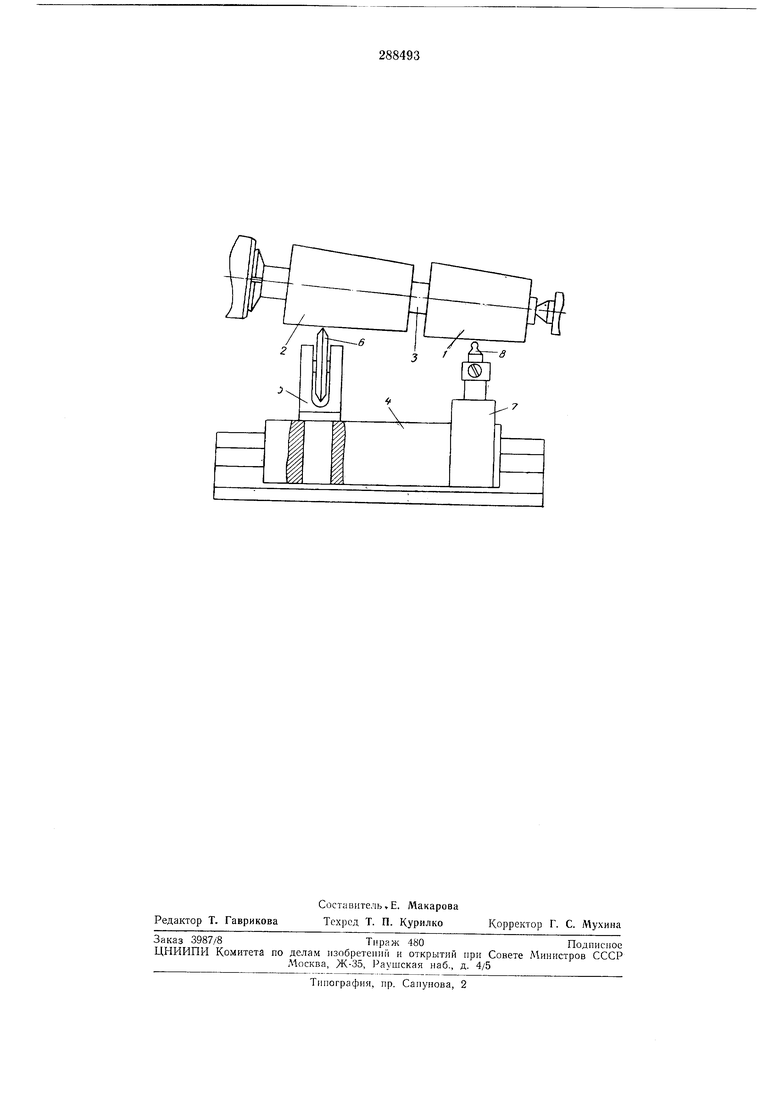
Па чертеже схематически изображено устройство, реализующее предложенный способ.
Деталь 1, на которой необходимо нарезать винтовую канавку, и гладкий конус-копир 2 устанавливают на оправке 3 в центре станка. Каретка 4 .несет державку 5 с заостренным роликом 6 и держатель 7 резца 8.
Державка с заостренным роликом ycTaiiOBлена в шарнирной опоре таким образом, чтобы ролик можно было развернуть на любой; угол. Выдвижение резца из держателя регулируется. Заостренный ролик вводится во взаимодействие на малой скорости с поверхностью конуса-копира. За счет вращения конуса-копира прижатый к его поверхности ролик вращается и продавливает на копире канавку. Продавленная роликом канавка повторными нроходами углубляется до 0,3 - 0,4 лпч. После этого производится нарезка канавки на поверхности детали. Винтовую канавку любого фасонного профиля можно нарезать, прпмепив фасонный резец.
Предмет
и 3 о о р е т е н п я
Способ копирной обточкп
по авт. св. До 128257, отличающийся те.м, что, с целью уменьшения трудоемкости изгоговлепия виптовых канавок, предварительно на гладком копире заостренным роликом наносят винтовую канавку, после чего производят копиркую обточку детали.