Известно устройство для разрезки труб на трубоотрезных станках, содержащее зажимиые цаиги для заготовок и патрон с резцедерл ателями, «а которых установлены режущие ролики.
Устройство не позволяет удалять заусенцы с заготовок, эту операцию приходится выполнять на других станках, что снижает произволительность резки труб.
Предложенное устройство отличается от известного тем, что в патроне, кроме резцедержателей с режущими роликами, установлены Д1ва резцедержателя с закрепленными иа них :пoд:пpyжи:нeяiными подрезными резцами, служащими для зачистки торцов заготовок после резки во время обратного хода резцедержателей. Для ввода подрезных резцов в зазор между конца 1и разрезяой трубы зажил ные цанги выполне; ы подвижными в осевом паправлеиии и снабжены пружинными демпферами.
Это повышает производительность резки и позволяет удалять заусенцы с заготовок.
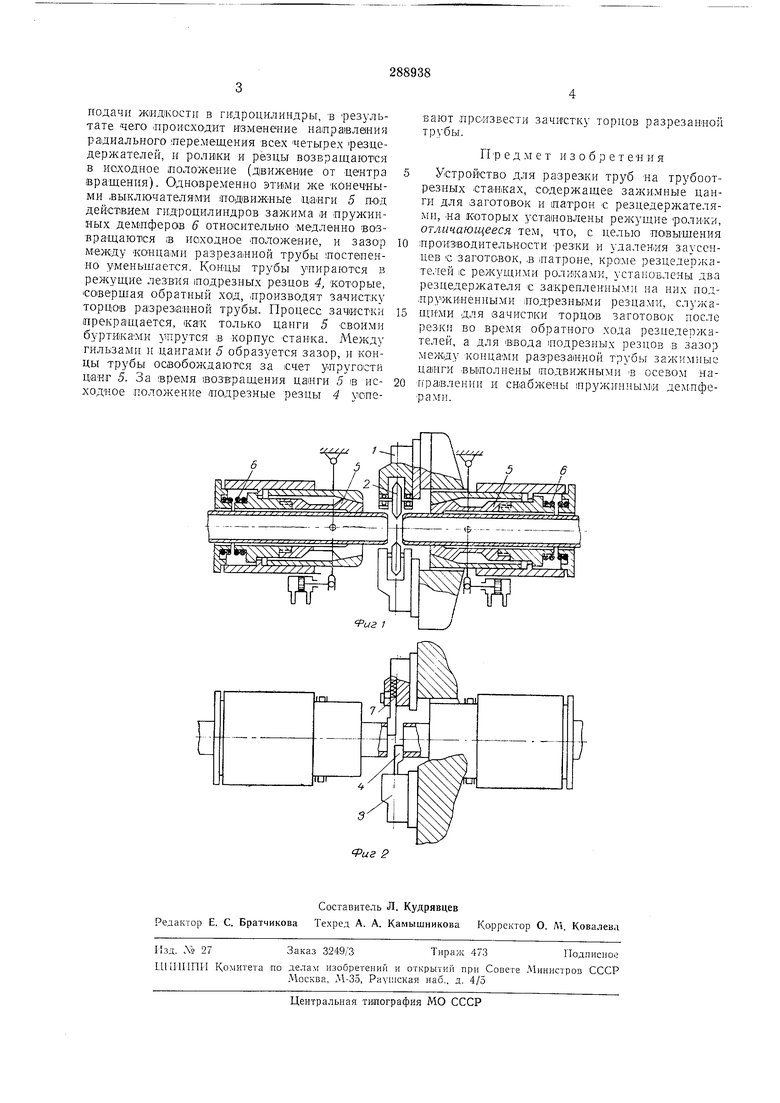
На фиг. 1 показана схема :предложенного устройства и режущие ролики; на фиг. 2- схе.ма установки лодрезлых резцов.
ков 2 и дза резцедержателя 3 для крепления подрезных резцов 4.
Разрезка труб производится двумя режуЩНМ1 ролнка.ми 2 лри aix радиальной подаче к оси вран1ения (рабочий ход), которая осуществляется гидроцилиидрами подачи.
Подрезка концов разрезанных труб производится двумя аодрезиымц резцам; 4 при их оЗтатгСМ ходе.
3 устройстве зажимные цпиги 5 вьтлол;:ены подвижными с цружи«ными демпферами 5, которые выбираются из условия лодпора цанг для заклиНивания в .них трубы. При этом возникаюо не осевые усилия зажима трубы направлены взаимно противоположно. В результате под действием сил трения, .возиика1ощ:их Между иовер.хностями цанг и трубы, труба при разрезке находится в напряженном состоянии растяжения.
Напряженный участок трубы подвергается разрезке режущими роликами 2 при их радиальной подаче. Перед окончательной разрезкой труба разрывается, и концами разрезанной трубы образуется зазор. В этот зазор входят подрезные резцы 4, которые до образования зазора, получая радиальную подачу, упирались в поверхность трубы своими скругленными участка ми, сжимая пружины 7.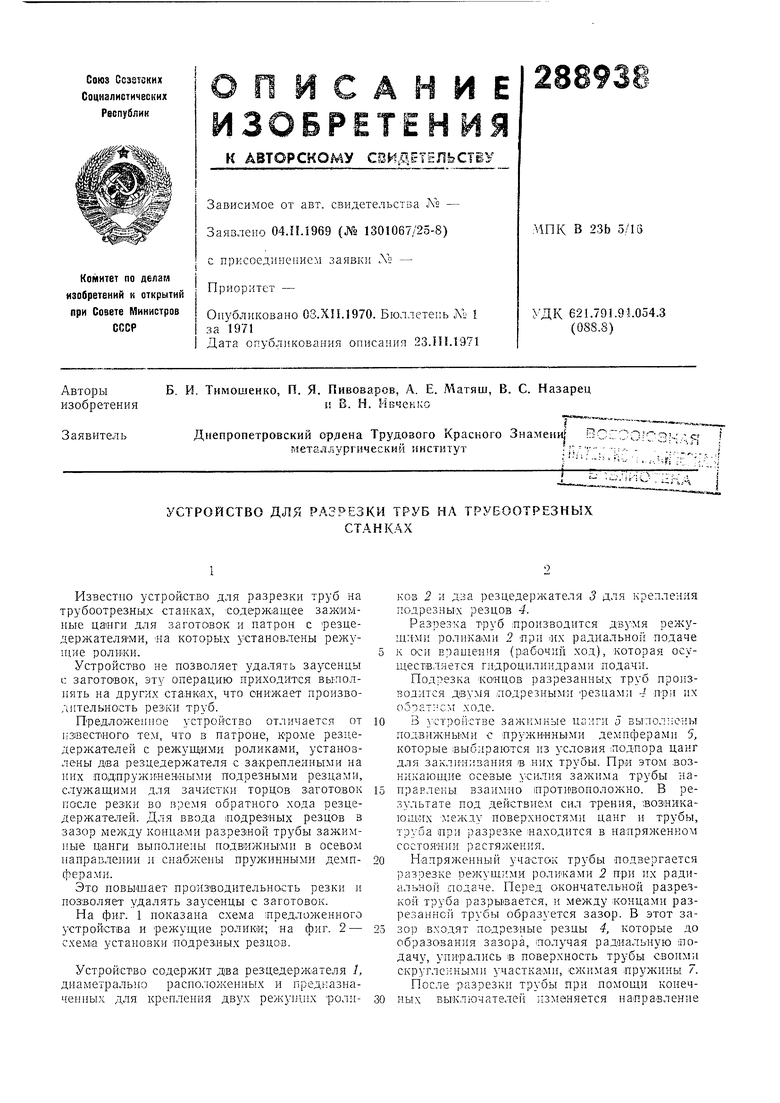
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Патрон для развинчивания трубных соединений,имеющих паяный шов | 1972 |
|
SU446359A1 |
| Переносной станок для резки труб | 1983 |
|
SU1144807A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ ОТ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2049595C1 |
| ВНУТРЕННИЙ ТРУБОРЕЗ | 1973 |
|
SU366965A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Устройство для резки тонкостенных труб | 1984 |
|
SU1161215A1 |
| Трубоотрезной станок | 1982 |
|
SU1038110A1 |
| Труборезный станок | 1973 |
|
SU537757A1 |
