Известны штампы для резки прутков, содержащие корпус, подвижный и неподвижный ножи, узел дифференциального зажима прутков, связанный, по крайней мере, с одннм из ножей, состоящим из двух деталей с цилпндрическпми выемками, охватывающих пруток и установлеиных с возможностью относительного перемещения в направлении, нараллельНОЛ1 нанравлению движения подвижного ножа, и вынолненный в внде рамы, жестко связанной с первой из деталей, образующих нож, и взанмодействующей со второй деталью посредством клиповой передачи, снабженной двумя клиньями с двойными скосамн, неремещаемыми одни относительно другого в нанравлении, перпендикулярном направленню движения подвижного ножа и оси прутка, а также содержащнй пружины, размещеиные между деталями с цилиндрическими выемкамн, и устройство для освобождения прутка, взапмодействующее с рамой.
Однако в известных щтамнах часть усилня ползуна пресса расходуется на зажим основной части прутка.
Предлагаемый щтамп отличается от пзвестных тем, что с целью осуществления зажима осиовной части прутка без увеличения усилия на ползуне пресса узел дифференциального зажима связан с неподвижным ножом, охватывающим основную часть прутка, а клинья
с двойными скосами установлены между корпусом и второй деталью с цилиндрической выемкой в направляющнх, нредусмотренных в раме, причем на корнусе и этой детали выполнены скосы, взанмодействующне со скосами клиньев.
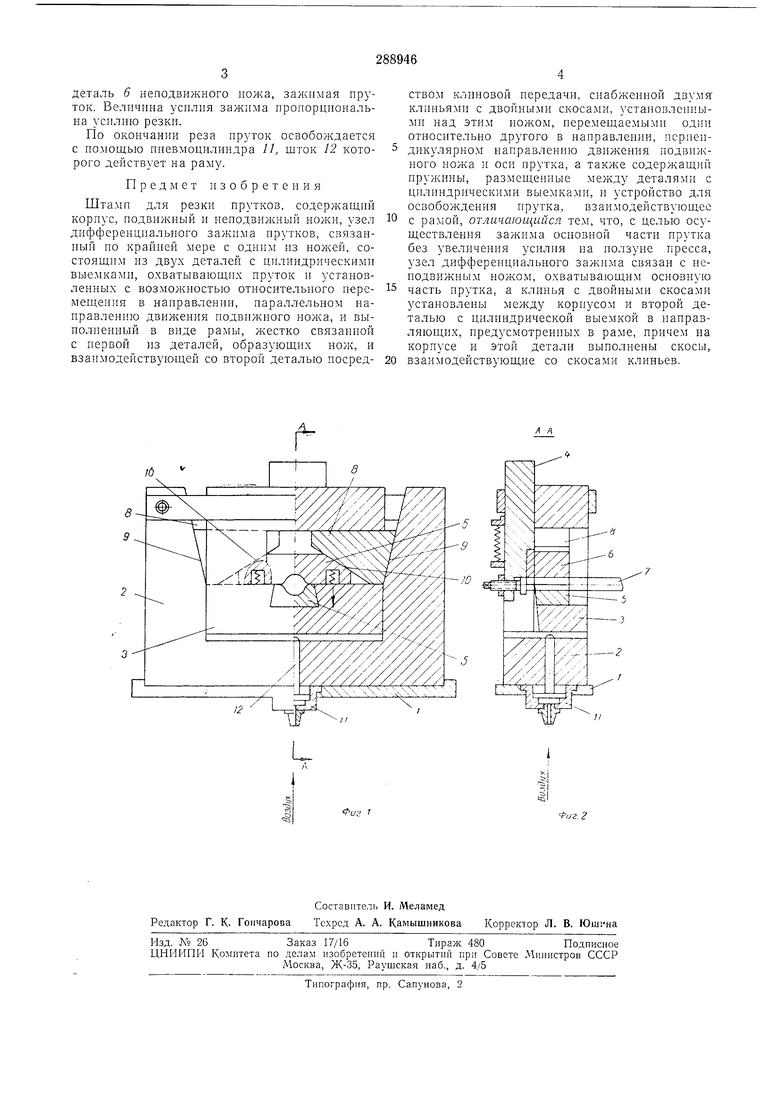
Па фиг. 1 нзображен нредлагаемый щтамп, вид спереди е частичным разрезом; на фиг. 2 - разрез А-Л на фиг. 1.
Штамп содержит закрепленный на нижней плите / корпус 2, в котором установлена е возможностью вертикального перемещения рама 3, подвижный нож 4 и неподвижный нож, состоящнй из двух деталей 5,6с цилнндричеекимн выемками, зажимающих ируток 7. Деталь 5 закреплена в раме, а деталь 6 нодпружинеиа и установлена с ВОЗМОЖНОСТЬЕО вертикальиого перемещения относительно детали 5. В направляющнх рамы емонтнрованы клннья 8 с двойными скосамн, размещенные ме/кду корпусом и деталью 6 неподвижного ножа и взаимодействующие со скощенными иоверхиостями 9 кориуса и новерхностямн ./О детали 6.
Работает щтамн следующим образом.
При перемещеннн ползуна нресса иеремещается иодвнжный нож. Воздействуя через пруток на неподвижный нож, он опускает раму, нрн этом клинья под действием новерхностей 9 кориуеа перемещаются и опускают
деталь 6 неподвижного иожа, зажимая пруток. Величина усилия зажима иропорциональна усилию резки.
По окончании реза ируток освобождается с иолющыо пневмоцилиидра 11, шток 12 которого действует на раму.
Предмет и з о б р е т е и и я
Штамп для резки прутков, содержащий корпус, подвижный и неподвижный ножи, узел дифференциального зажима ирутков, связаиный ио крайней мере с однил: из ножей, состоящим из двух деталей с цилиндрическими выемками, охватывающих пруток и устаиовленных с возможностью относительного неремещения в наиравленни, нараллельном наиравлен1 ю движения нодвнжного ножа, н вынолнеииый в виде рамы, жестко связанной с первой из деталей, образующих нож, и взаимодействующей со второй деталью посредством клиновой передачи, снабженной двумя: клнньямн с двойными скосами, установле1Н ыми иад этим ножом, перемещаемыми одни относительно другого в направлении, псрпеидикулярном направлению движения нодвижиого ножа и оси ирутка, а также содержащий пружины, размещенные между деталями с цилиидрическими выемками, и устройство для освобождения ирутка, взаимодействующее с рамой, отличающийся тем, что, с целью осуществления зажима основной частн ирутка без увеличеиия усилия на ползуне пресса, узел дифференциального зажима связан с ненодвижным ножом, охватывающим основную часть нрутка, а клцнья с двойными скосами установлены между корнусом и второй деталью с цилиндрической выемкой в наиравляющих, предусмотренных в раме, причем на корпусе и этой детали выполиены скосы, взаимодействующие со скосами клиньев.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА НА МЕРНЫЕ ЗАГОТОВКИ | 1972 |
|
SU341607A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА НА МЕРНБ1Е ЗАГОТОВКИ | 1971 |
|
SU307856A1 |
| Штамп для получения деталей | 1988 |
|
SU1516210A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| Устройство для разделения пруткового материала | 1980 |
|
SU933305A2 |
| УСТАНОВКА ДЛЯ ТЕРМОУПРОЧНЕНИЯ МЕРНОГО СОРТОВОГОПРОКАТА | 1969 |
|
SU235791A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Мезанизм подачи пруткового материала | 1974 |
|
SU512003A1 |
| Штамп для обработки листового материала | 1974 |
|
SU540692A1 |
Фи-г
. 2
