Изобретение относится к обработке металлов давлением, а именно к инструменту для изготовления деталей формовкой и рубкой.
Целью изобретения является повыше- ;;vie надежности работы.
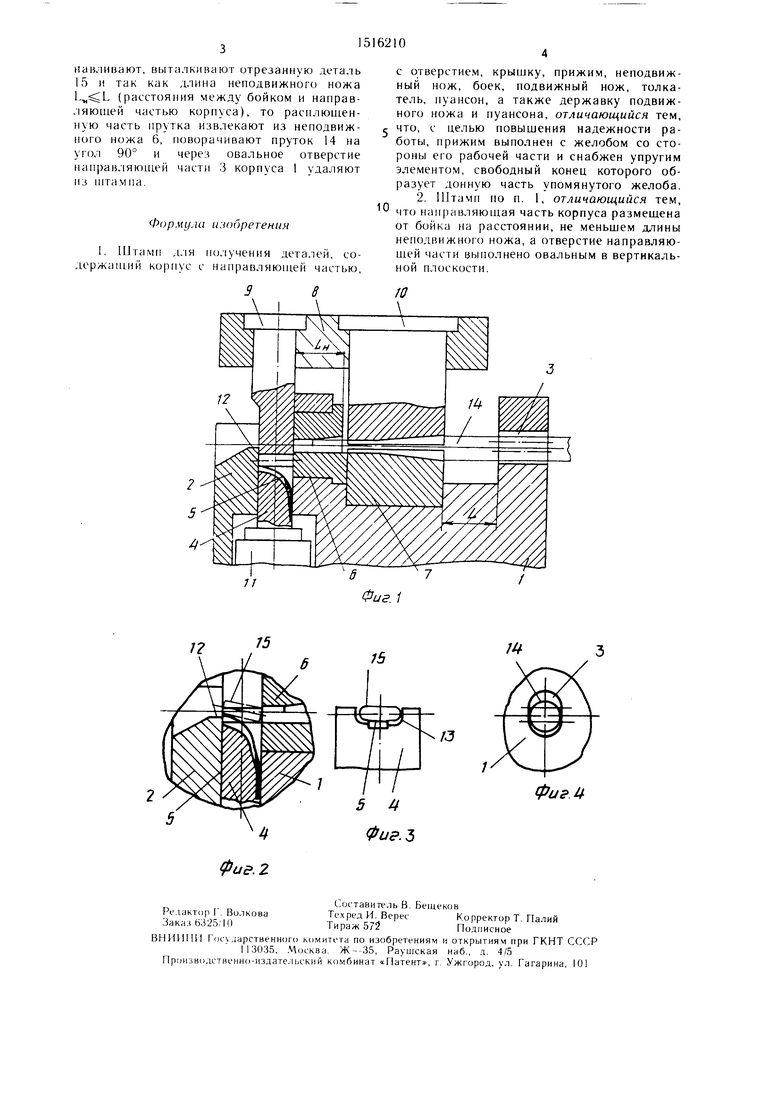
На фиг. I представлен штамп, общий вид; на фиг. 2 - узел подвижного пуансона и прижима; на фиг. 3 - прижим; на фиг. 4 - отверстие направляющей части корпуса.
Штамп (фиг. I) состоит из корпуса 1 с крышкой 2 с направляющей частью прутка 3 в корпусе I, в которых установлены прижим 4 с упругим элементом 5, неподвижный нож 6, боек 7 и державки 8, в которой смонтированы подвижный нож 9 и пуансон Ю. Корпус I и державка 8 закреплены на нижней и верхней плитах (не показаны) щтампа. Прижим 4 опирается на толкатель II, соединенный с мар- кетным устройством. На крышке 2 сделан выступ 12, служащий упором для деформированной части прутка. Прижим выполнен с желобом 13 на его рабочей поверхности.
Штамп работает следующим образом.
Пруток 14 через отверстие 3 корпуса I подается на боек 7 и последовательно деформируется пуансоном 10 на наклонной и горизонтальной частях бойка при непрерывных ходах ползуна пресса. Затем при дальнейшем продвижении прутка 14 его расплющенная часть проходит в неподвижный нож 6 и попадает на прижим 4, отгибает упругий элемент 5 и упирается в выступ 12 крышки 2.
При очередном ходе ползуна подвижный нож 9 зажимает расплющенную часть прутка на прижиме 4, которому через толкатель II передается усилие от маркет- ного устройства, затем отрезает деталь 15.
Во время обратного хода ползуна пресса подвижный нож 9 освобождает прижим 4 и лежащую на нем в желобе 13 отрезанную деталь 15, а упругий элемент 5 поднимает ее передний конец над выступом 12. При повторном проталкивании прутка 14 деталь 15 проходит по желобу 13 в прижиме 4 над выступом 12 и цикл повторяется.
Для удаления прутка 14 из штампа после отрезки детали ползун пресса оста(Л
ел
05 Ю
навливают, выталкивают отрезанную деталь 15 и так как длина неподвижного ножа (расстояния между бойком и направ- ;1ЯЮ1ией частью корпуса), то расплющенную часть прутка извлекают из неподвижного ножа 6, поворачивают пруток 14 на угол 90° и через овальное отверстие направляющей части 3 корпуса 1 удаляют из нтампа.
Формула изобретения
1. ГИтамп д,;1Я ни.чучения деталей, содержащий корпус с направляющей частью.
с отверстием, крышку, прижим, неподвижный нож, боек, подвижный нож, толкатель, пуансон, а также державку подвижного ножа и пуансона, отличающийся тем, что, с целью повышения надежности работы, прижим выполнен с желобом со стороны его рабочей части и снабжен упругим элементом, свободный конец которого образует донную часть упомянутого желоба. 2. Штамп по п. 1, отличающийся тем, что направляющая часть корпуса размещена от бойка на расстоянии, не меньшем длины неподвижного ножа, а отверстие направляющей части выполнено овальным в вертикальной плоскости.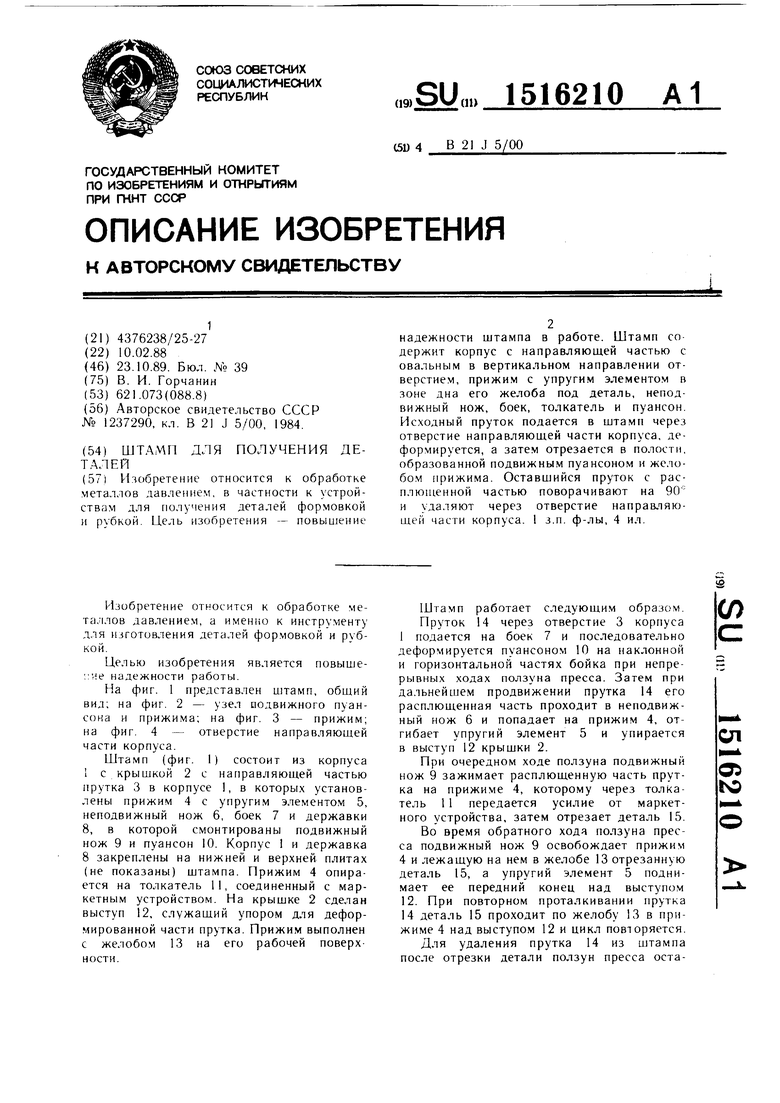
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий | 1984 |
|
SU1237290A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗ ПРУТКА ДЕТАЛЕЙ С ПОЛОСТЬЮ | 2002 |
|
RU2219011C1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| Штамп для резки пруткового материала | 1989 |
|
SU1738505A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Штамп для резки прутка на заготовки | 1983 |
|
SU1094683A1 |
| Штамп для закрытой отрезки и высадки стержневых изделий | 1987 |
|
SU1440596A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО Л\АТЕРИАЛА | 1972 |
|
SU419374A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения деталей формовкой и рубкой. Цель изобретения - повышение надежности штампа в работе. Штамп содержит корпус с направляющей частью с овальным в вертикальном направлении отверстием, прижим с упругим элементом в зоне дна его желоба под деталь, неподвижный нож, боек, толкатель и пуансон. Исходный пруток подается в штамп через отверстие направляющей части корпуса, деформируется, а затем отрезается в полости, образованной подвижным пуансоном и желобом прижима. Оставшийся пруток с расплющенной частью поворачивают на 90° и удаляют через отверстие направляющей части корпуса. 1 з.п. ф-лы, 4 ил.
Фиг. 1
фиги
| Способ изготовления изделий | 1984 |
|
SU1237290A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
