(5) МНОГОПОЗИЦИОННЫЙ АВТОМАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат | 1982 |
|
SU1017470A2 |
| Приспособление для непрерывного фрезерования деталей | 1990 |
|
SU1787709A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Копировально-фрезерный автомат | 1989 |
|
SU1683975A1 |
| Многопозиционный автомат для многосторонней обработки деталей | 1983 |
|
SU1110608A1 |
| Автомат для стыковой сварки давлением цилиндрических стержней | 1987 |
|
SU1558607A1 |
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| Автомат для сборки тарелок и сухарей с клапанами ДВС | 1990 |
|
SU1761432A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
1
Изобретение относится к агрегатированному оборудованию для обработки хрупких удлиненных деталей, а именно к автоматам для обработки деталей типа податчиков перьевых авточ ручек.
Известен многопоз чдионный автомат, содержащий станину, делительный поворотный стол, подпружиненные клещевые зажимные устройства, расположенные равномерно по окружности поворотного стола, и установленные на станине по ходу технологического процесса обрабатывающие гол6окиГ1.
Данный автомат не обеспечивает надежной и точной обработки длинномерных хрупких деталей типа податчиков перьевых ручек ввиду консольного закрепления заготовок в клещевых зажимных устройствах.
Цель изобретения - повышение надежности и точности обработки удлиненных хрупких деталей.
Поставленная цель достигается тем, что автомат снабжен поддерживающими деталь опорами, установленными на станине в каждой позиции обработки, и приводом их возвратно-поступательного перемещения в направлении инструмента; при этом одна из клещей каждого зажимного устройства жестко закреплена на поворотном столе, S другая установлена с возможностью качания в плоскости, перпендикулярной плоскости поворотного стола, и в ней выполнен сквозной паз для инструмента.
5
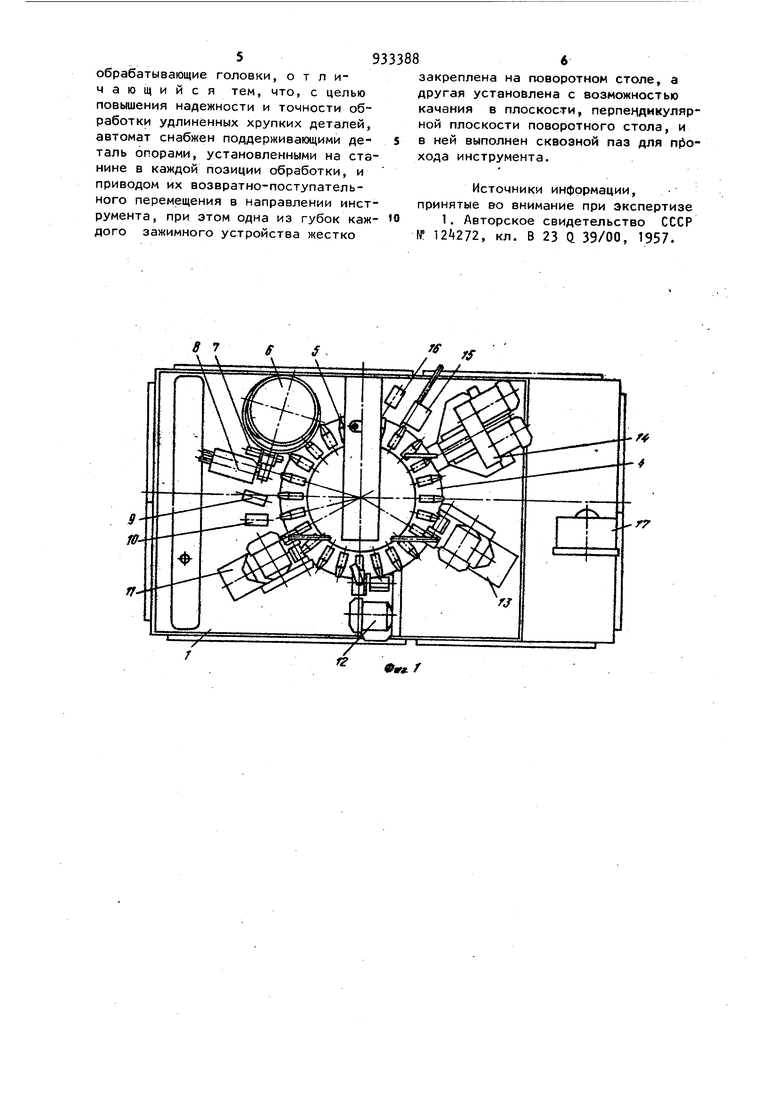
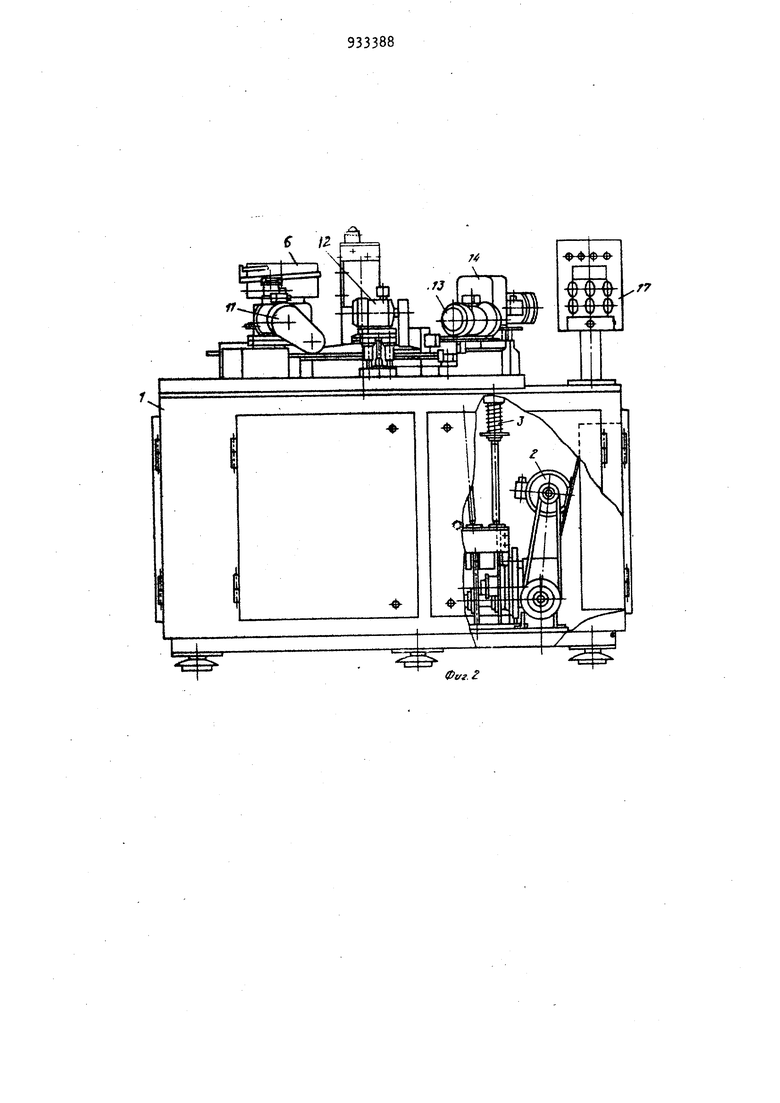
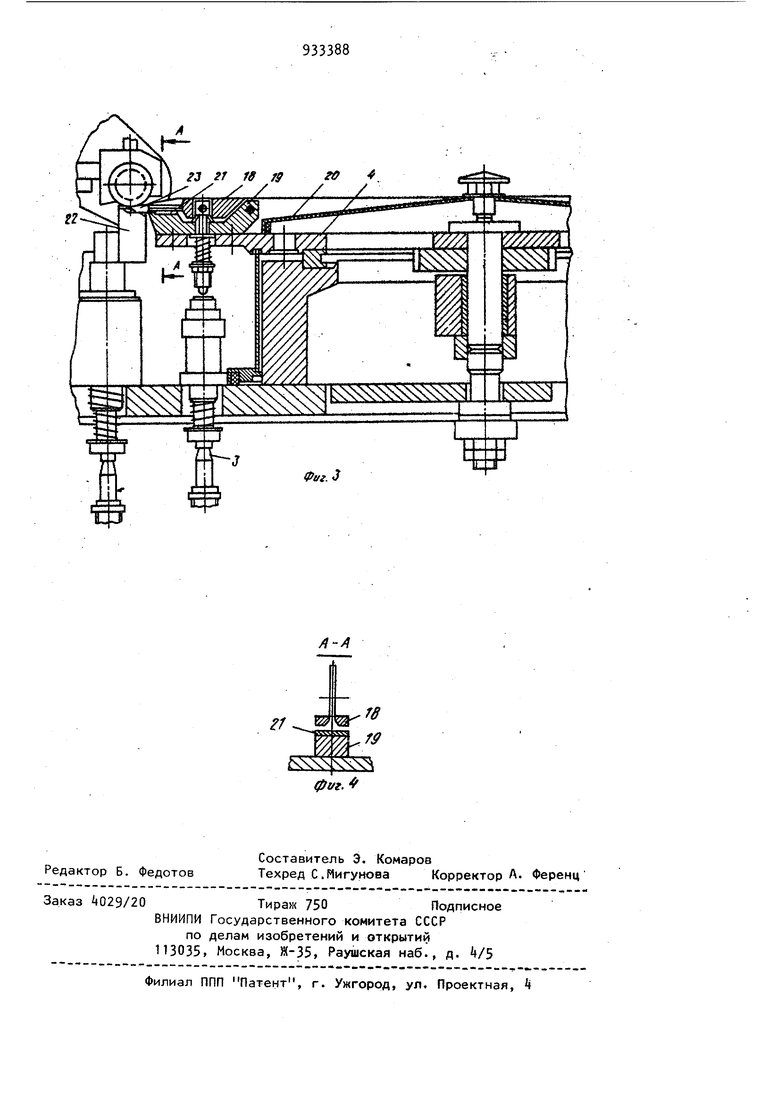
На фиг. 1 изображен автомат для обработки хрупких удлиненных деталей вид сверху; на фиг. 2 - то же, вид спереди в частичном разрезе; на фиг. 3 - вид в разрезе периферий20ной части поворотного стола с зажимным механизмом и поддерживающей опорой в момент обработки детали; на фиг. 4 - сечение А-А на фиг. 3. На станине 1 смонтированы все и полиительные механизмы автомата. Внутри станины расположены привод 2 с толкателями 3. В центре станины 1 смонтирован д лительный поворотный стол k, имеющи равномерно установленные по периферии и выступающие за пределами стола подпружиненные клещевые зажим ные устройства 5. Вокруг поворотного стола в соответствии с последовательностью выполнения технологических операций размещены рабочие механизмы автомата: механизм 6 ориентации деталей включающий вибробункер, накопитель и отсекатель 7, механизм 8 загрузки деталей а зажимы, механизм 9 контроля наличия деталей в зажимах, механизм 10 счета деталей, четыре обрабатывающие, в частности фрезерные головки 11-14, механизм выталкивания 15 и механизм 16 контрЪля отсут ствия в зажимах детали. На плите станины крепится также пульт управления 17. Зажимные устройства 5 выполнены в виде шарнирно соединенных между собой и расположенных горизонтально захватных губок 18, 1$. На верхней губке 18 в ее центральной части закреплен подпружиненный шток 20, кинематически связанный с толкателе 3, и ее внутренняя поверхность выполнена соответственно конфигурации, заготовки. В этой же губке в ее передней части выполнен продольный прорез для обрабатывающего инструмента - фрезы. Нижняя 19 губка жест ко закреплена на столе 4, имеет пластину 21 базирования заготовки, обеспечивающую ее точную фиксацию в требуемом для обработки положении. На рабочих позициях, предусмотре ных для обработки наиболее удаленной от захвата части заготовки, по фрезерными головками 12-1, на толкателях 3 кулачкового привода .уста новлены выдвижные опорные элементы фиксаторы 22 дополнительного базиро вания и фиксации заготовки во время обработки с конфигурацией контактной поверхности, соответствующе форме заготовки. Автомат для обработки хрупких уд линенных деталей работает следующим образом. Детали 23 из механизма 6 в ориен тированном положении перемещаются 4 по винтообразному пазу накопителя вниз и занимают горизонтальное положение. Отсекатель 7 отделяет детали поштучно из накопителя после вторичной ориентации и передает в механизм загруз ки 8, который осуществляет подачу деталей в ориентированном положении в зажимы 5 поворотного стола k. При этом толкатель 3 посредством подпружиненного штока 20 открывает губку 18 зажима 5,и деталь поступает задним концом до упора о поверхность базирующей пластины 21 нижней губки 19, где он прижимается верхней губкой 18 при возвратном движении толкателя 3. Шаговым поворотом стола 4 зажатые в губках 16, 19 зажимного устройства детали переносятся на следующую рабочую позицию в механизм 9 контроля Наличия детали электромеханичес,кого действия и дальше в механизм счета деталей, а затем последовательно на четыре обрабатывающие позиции, где установлены фрезерные roiv ловки 11-13, осуществляющие сверху фрезерование продольных пазов различной длины, глубины и ширины. Последняя фрезерная головка k выполнена с двумя шпинделями, каждый из которых имеет набор фрез и осуществляет образование в детале поперечных боковых каналов (фиг. 1,2). На позициях фрезерования 12,13 и И одновременно с подводом фрез, снизу толкателем 3 от кулачкового привода поднимается фиксатор 22, на который опирается деталь во время обработки. На следующей позиции деталь выводится механизмом выталкивания 15 в приемный лоток, а на последней позиции производится контроль отсутствия детали в захватах. Такое выполнение автомата исключит возможность получения неправильно изготовленной или сломанной детали. Формула изобретения Многопозиционный автомат, содержащий станину, делительный поворотный стол, подпружиненные клещевые зажимные устройства , расположенные равномерно по окружности поворотного стола, и установленные на станине по ходу технологического процесса
обрабатывающие головки, отличающийся тем, что, с целью повышения надежности и точности обработки удлинённых хрупких деталей, автомат снабжен поддерживающими деталь опорами, установленными на станине в каждой позиции обработки, и приводом их возвратно-поступательного перемещения в направлении инструмента, при этом одна из губок каждого зажимного устройства жестко
закреплена на поворотном столе, а другая установлена с возможностью качания в плоскости, перпендикулярной плоскости поворотного стола, и в ней выполнен сквозной паз для прохода инструмента.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. В 23 а 39/00, 1957.
9n.f 6 IZ
