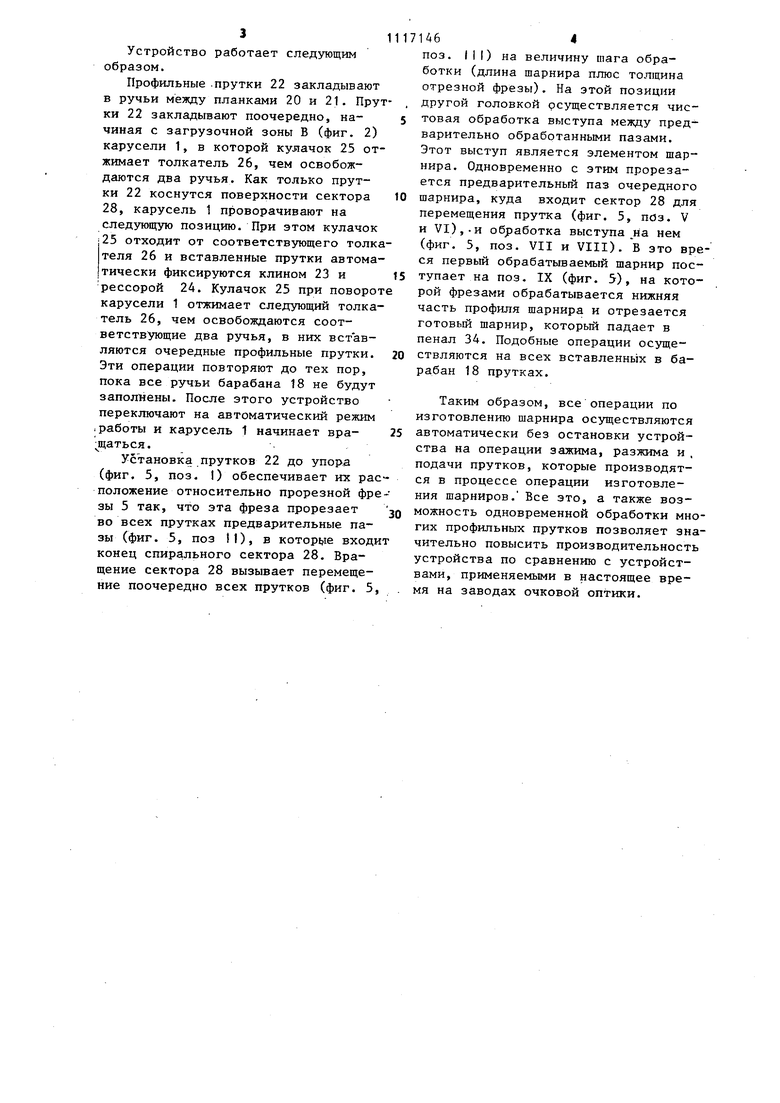
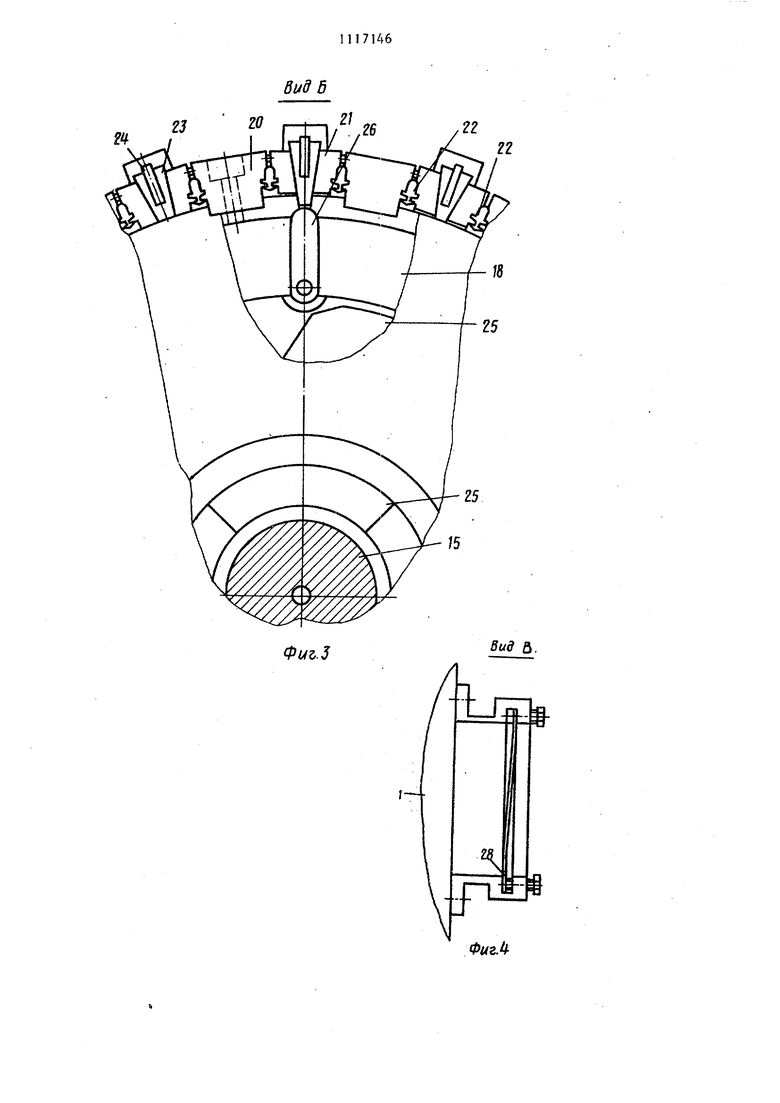
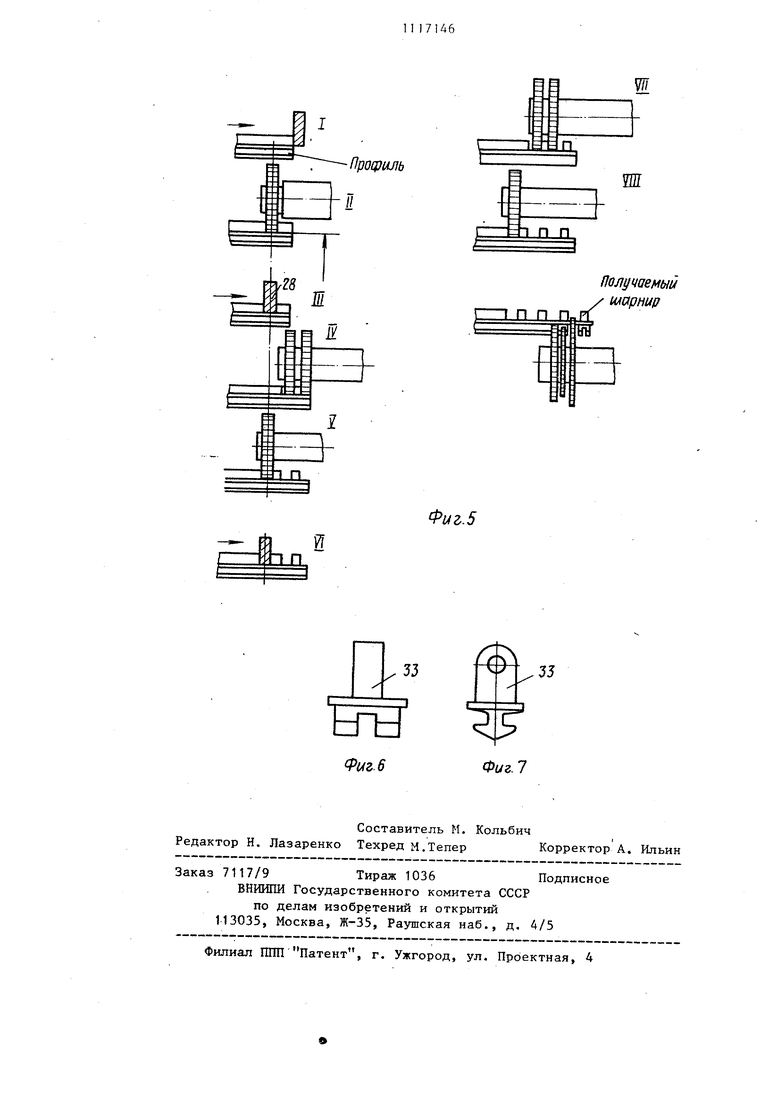
Изобретение относится к машиностроению и может быть использовано для изготовления шарниров очковых оп рав. Известны устройстёа для фрезеро(|вания шарниров очковых оправ из про фильного проката, включающие расположенные на станине механизмы под чи и зажима проката, фрезерные голо ки и механизмы их перемещения 11 . Недостатком известных устройств является то, что на нем можно обрабатывать только один профильный пруток. При этом время на зажим, разжим и подачу профиля входит в цикл обработки, что значительно уменьшает производительность устройств . Цель изобретения - повышение про водительности путем сокраш ения времени на вспомогательные операции. Цель достигается тем, что устрой ство для фрезерования шарниров очковых оправ из профильного проката, включающее расположенные на станине механизмы подачи и зажима прутка, фрезерные головки и механизмы их перемещения, снабжено установлен ной с возможностью поворота относительно введенного в устройство вала каруселью, на которой на разном рас стоянии от ее оси вращения размещены фрезерные головки, неподвижно за крепленным на валу соосно с карусел барабаном с расположенными на его п риферии механизмами зажима проката закрепленным на карусели между фрезернь1ми головками спиральным элемен том, предназначенным для перемещени проката на шаг обработки, концы которого расположены на разном расстоянии от торца карусели, а центр кривизны совмещен с осью карусели. Зажимные механизмы выполнены в в де неподвижно, закрепленных на барабане планок с расположенными между ними с возможностью перемещения зажимными планками и подпружиненного клина, предназначенного для воздействия на залсимные планки. Устройство снабжено механизмом о вобождения проката, выполненным в эиде установленного на валу карусели с возможностью совместного с ней вращения кулачка и размещеиньгк на б рабане толкателей, предназначенных для взаимодействия с клиньями зажим .ных механизмов. 46J На фиг. 1 представлено устройство, продольньй разрез; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - технологическая схема обработки шарнира; на фиг. 6 обрабатываемая деталь, вид спереди; на фиг. 7 - то же, вид сбоку. Устройство содержит карусель 1, в гнездах которой в эксцентричных втулках 2 смонтированы фрезерные головки 3. Головки 3 перемещаются в радиальном направлении путем поворота втулки 2, осуществляемого червячной передачей 4. На-одних концах головок 3 закреплены оправк с набо- рами фрез 5, а на других концах шкивы 6. Крутящий момент головкам 3 передается от блока шкивов 7 с помощью ремня 8 и натяжных роликов 9, а крутящий момент к блоку 7 передается от электродвигателя (не показан) с помощью ремня 10. Вращение карусели 1 осуществляется электродвигателем 11 через червячный редуктор 12, п;епную, передачу 13 и зубчатую передачу 14. Карусель 1 вращается на валу 15, который неподвижно закреплен в гнездах станины 16 хомутами 17. Барабан 18 при помощи фиксаторов 19 неподвижно закреплен на валу 15. На периферии барабана 18 расположены механизмы зажима, включающие неподвижные базовые планки 20 и зажимные планки 21 . Профильнь е прутки 22 зажимаются меяоду планками 20 и 21 клином 23, который поджимается рессорой 24. На валу 15 расположен кулачок 25, а на барабане 18 - толкатели 26, через которые кулачок 25 взаимодействует с клином 23. Кулачок 25 приводится во вращение кулачковой муфтой 27, соединенной с каруселью 1. На карусели 1 установлен спиральный сектор 28, концы которого лежат на разных уровнях от торцевой поверхности карусели 1. Центр кривизны сектора находится на оси вращения карусели 1, фрезы 5 расположены на разных расстояниях от центра карусели. Смазочно-охлаждающая жидкость подается по трубопроводу 29 от электронасоса (не показан) через отверстие 30 в валу 15s муфту 27 и патрубки 31 к фрезам 5, отработанная СОЖ отстаивается в сборнике 32. Готовые детали 33 собираются в пеналах 34, которые периодически опорожняются.
31
Устройство работает следующим образом.
Профильные .прутки 22 закладывают в ручьи между планками 20 и 21. Прут ки 22 закладывают поочередно, начиная с загрузочной зоны В (фиг. 2) карусели 1, в которой кулачок 25 отжимает толкатель 26, чем освобождаются два ручья. Как только прутки 22 коснутся поверхности сектора 28, карусель 1 проворачивают на следующую позицию. При этом кулачок 25 отходит от соответствующего толкателя 26 и вставленные прутки автоматически фиксируются клином 23 и рессорой 24. Кулачок 25 при поворот карусели 1 отжимает следующий толкатель 26, чем освобождаются соответствующие два ручья, в них вставляются очередные профильные прутки. Эти операции повторяют до тех пор, пока все ручьи барабана 18 не будут заполнены. После этого устройство переключают на автоматический режим .работы и карусель 1 начинает вра1щаться.
Установка прутков 22 до упор.а (фиг. 5, поз. I) обеспечивает их расположение относительно прорезной фрезы 5 так, что эта фреза прорезает во всех прутках предварительные пазы (фиг. 5, поз И), в KOTOptjte входи конец спирального сектора 28. Вращение сектора 28 вызывает перемещение поочередно всех прутков (фиг. 5,
1464
поз. Ill) на величину шага обработки (длина шарнира плюс толщина отрезной фрезы). На этой позиции другой головкой рсуществляется чистовая обработка выступа между предварительно обработанными пазами. Этот выступ является элементом шарнира. Одновременно с этим прорезается предварительный паз очередного шарнира, куда входит сектор 28 для перемещения прутка (фиг. 5, поз. V и VI),-и обработка выступа на нем (фиг. 5, поз. VII и VIII). В это врся первый обрабатываемый шарнир поступает на поз. IX (фиг. 5), на которой фрезами обрабатывается нижняя часть профиля шарнира и отрезается готовый шарнир, который падает в пенал 34. Подобные операции осуществляются на всех вставленных в барабан 18 прутках.
Таким образом, все операции по изготовлению шарнира осуществляются автоматически без остановки устройства на операции зажима, разжима и , подачи прутков, которые производятся в процессе операции изготовления шарниров. Все это, а также возможность одновременной обработки мнгих профильных прутков позволяет знчительно повысить производительност устройства по сравнению с устройствами, применяемыми в настоящее время на заводах очковой оптики.
fxj
Фиг,. 2
Z3
гг
25
/5
Фи.З
sud a.
igan
1 п п
Получаемый / шарнир п п 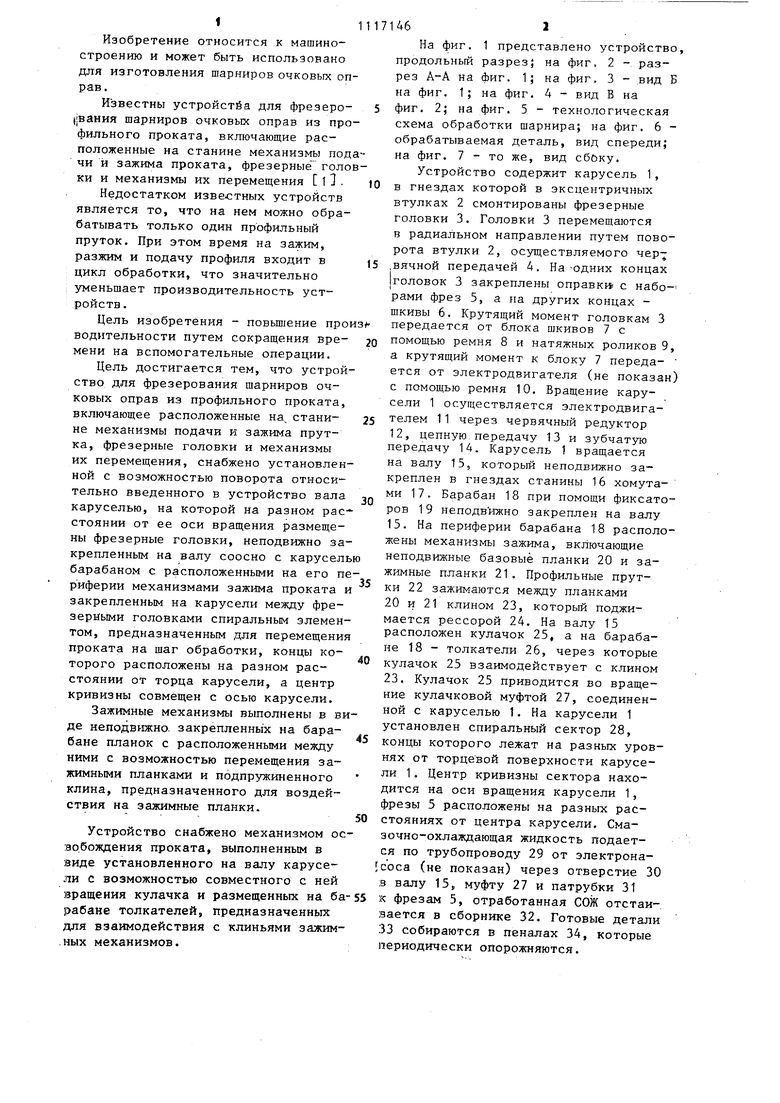
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| Устройство для фрезерования шарниров очковых оправ из профильного проката | 1989 |
|
SU1688995A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1971 |
|
SU288988A1 |
| Устройство для обработки длинномерных заготовок | 1985 |
|
SU1572828A1 |
| Станок для обработки прутков | 1986 |
|
SU1407702A1 |
| Устройство для обработки рамок очковых оправ по наружному контуру | 1983 |
|
SU1168434A1 |
| Фрезерный станок | 1983 |
|
SU1087268A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Фрезерно-отрезной станок | 1984 |
|
SU1235670A1 |
| Фрезерная головка | 1990 |
|
SU1798058A1 |
1. УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ШАРНИРОВ ОЧКОВЫХ ОПРАВ ИЗ ПРОФИЛЬНОГО ПРОКАТА, включающее расположенные на станине механизмы подачи и зажима проката, фрезерные головки и механизмы их перемещения, о тличающееся тем что, с целью повышения производительности путем сокращения времени на вспомогательные операции, устройство снабжено установленной с возможностью поворота относительно введенного в него вала каруселью, на которой на разном расстоянии от ее оси размещены фрезерные головки, неподвижно закрепленным на валу соосно с каруселью барабаном с расположенными на его периферии механизмами зажима проката и закрепленным на карусели между фрезерными головками спиральным элементом, предназначенньм для перемещения проката на шаг обработки, центр кривизны которого совмещен с осью карусели, а концы его отстоят от торца карусели на разном расстоянии. 2,Устройство по п. 1, отличающееся тем, что зажимные механизмы выполнены в виде неподвижно закрепленных на барабане планок с расположенньми между ними с возможностью перемещения зажимными планками и подпружиненного клина, ел предназначенного для воздействия на Зажимные планки. 3.Устройство по пп. 1 и 2, о тличающееся. тем, что оно снабжено механизмом освобождения проката, выполненным в виде установленного на валу карусели с возможностью совместного с ней вращения кулачка и размещенных на барабане толкателей, предназначенных для взаимодействия с клиньями зажимных механизмов. 4 Од
п
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU210000A1 | |
| Проспект фирмы Redtenbacher Werke, 1981 (прототип). | |||
