Известна формовочная машина, состоящая из формовочного стола, на котором устанавливается подмодельная плита с моделью и опока привода, обеспечивающего встряхивание формовочного стола, и механизма протяжки форм.
Описываемая машина отличается от известной тем, что, с целью повышения производительности и качества формовки, привод выполнен с бесступенчатым регулированием амплитуды и частоты вынужденных колебаний и снабжен электродвигателем, передаюnui.M вращение через вариатор эксцентриковому валу, который приводит в движение гильзы осущесгвляющие периодическое ударное воздействие через жидкость на стол формовочной машины, съем опоки с которого производится механизмом протяжки форм.
Для обеспечения параллельного съемд опоки с подмодельной плиты механизм протяжки форм выполнен из редукторов, входные валы которых соединены связывающим валом, а выходные - с подъемными винтами, при вращении которых происходит подъем траверс со штырями, производящими съем опоки.
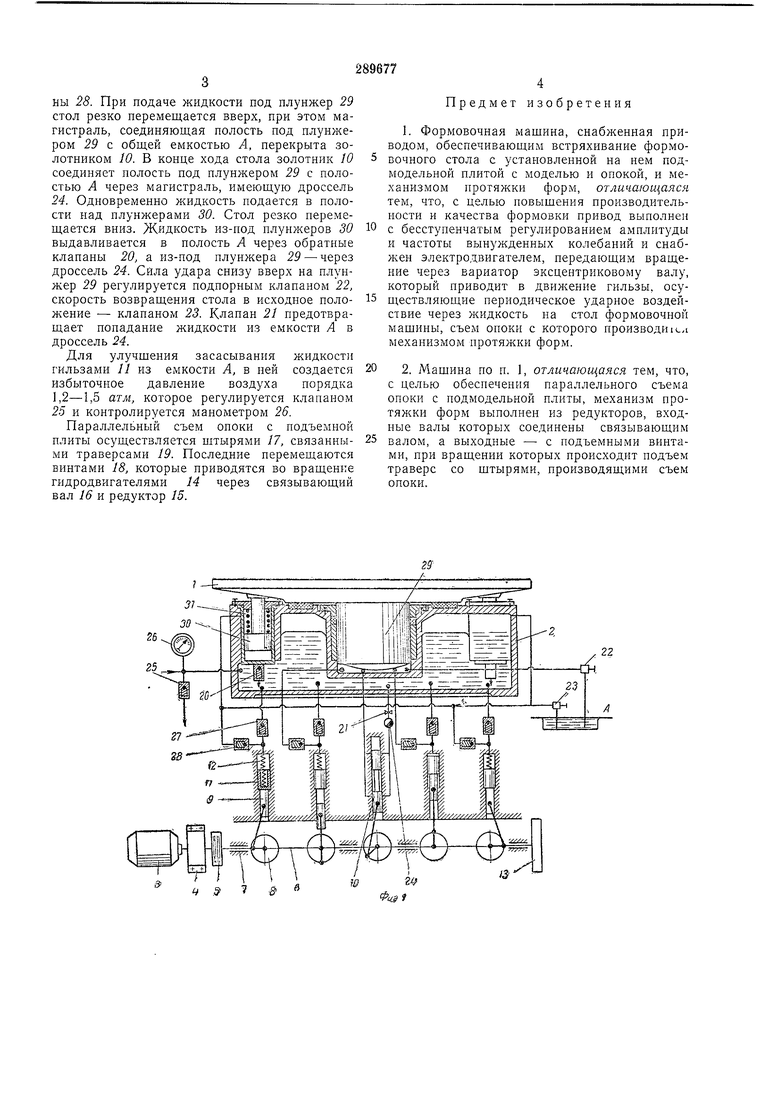
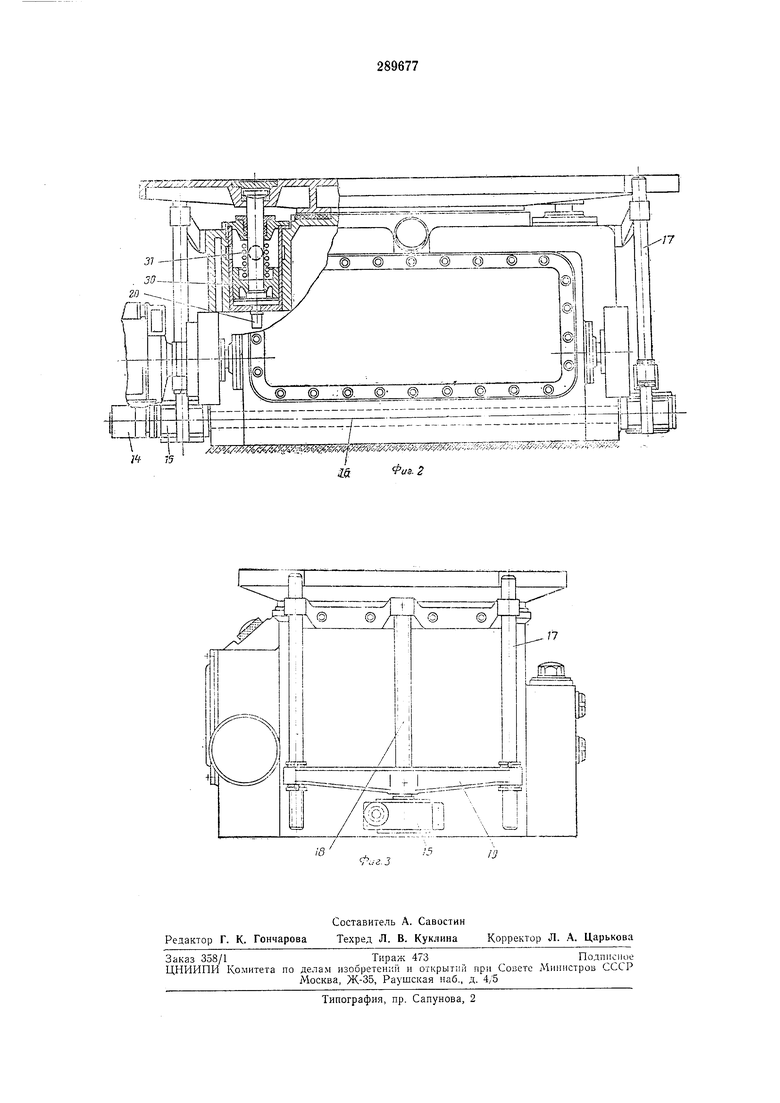
На фиг. 1 дана гидравлическая схема предлагаемой машины; на фиг. 2 - то же, вид спереди; на фиг. 3 - то же, вид сбоку.
встряхивается с помощью механического привода, включающего в себя электродвигатель 3, бесступенчатый вариантор 4, функционную муфту 5, эксцентриковый вал 6, установленный в подшипниках 7, шатуны 8 с поршнями 9 и синхронным золотником 10, гильзы 11, возвратные пружины 12 и маховик 13 аккумуляции энергии. Машина снабжена механизмом протяжки опок, состоящим из гил,родвигателя 14, редукторов 15, связывающего вала 16, штырей 17, протяжки винтов 18 подъема и траверс 19. Механизм управления работой машины включает в себя обратные 20, 21 и подпорные 22, 23 клапаны, дроссель 24,
клапан сбрасывания 25, манометр 26 и клапаны 27, 28. В столе / машины выполнены пазы для крепления подмодельных плит. С нилчней стороны стол снабжен плунжером 29 и плунжером 30 возвратного действия
с пружинами 31.
При пуске электродвигателя 3 и включении фрикционной муфты 5 приводится во вращение эксцентриковый вал 6, который с помощью шатунов 8 п поршней 9 придает подпрул :иненным гильзам 11 возвратно-иостунательное движение. При движении гильз вверх находящаяся над ними жидкость получает ударную нагрузку и передает ее поочередно плунжерам 29 п 30. Жидкость засасывается
ьы 28. При подаче жидкости под плунжер 29 стол резко перемещается вверх, при этом магистраль, соединяющая полость под плунжером 29 с общей емкостью А, перекрыта золотником 10. В конце хода стола золотник 10 соединяет полость под плунжером 29 с полостью А через магистраль, имеющую дроссель 24. Одновременно жидкость подается в полости над плунжерами 30. Стол резко перемещается вниз. Жидкость из-под плунжеров 30 выдавливается в полость Л через обратные клапаны 20, а из-под плунжера 29 - через дроссель 24. Сила удара снизу вверх на плунжер 29 регулируется подпорным клапаном 22, скорость возвращения стола в исходное положение - клапаном 23. Клапан 21 предотвращает попадание жидкости из емкости А в дроссель 24.
Для улучшения засасывания жидкости гильзами 11 из емкости А, в ней создается избыточное давление воздуха порядка 1,2-1,5 атм, которое регулируется клапаном 25 и контролируется манометром 26.
Параллельный съем опоки с подъемной плиты осуществляется щтырями 17, связанными траверсами 19. Последние перемещаются винтами 18, которые приводятся во вращение гидродвигателями 14 через связывающий вал 16 и редуктор 15.
Предмет изобретения
1. Формовочная машина, снабженная приводом, обеспечивающим встряхивание формовочного стола с установленной на нем подмодельной плитой с моделью и опокой, и механизмом протяжки форм, отличающаяся тем, что, с целью повышения производительности и качества формовки привод выполнен
с бесступенчатым регулированием амплитуды и частоты вынужденных колебаний и снабжен электродвигателем, передающим вращение через вариатор эксцентриковому валу, который приводит в движение гильзы, осуществляющие периодическое ударное воздействие через жидкость на стол формовочной машины, съем оиоки с которого производи 1;.л механизмом протяжки форм.
2. Мащина по п. 1, отличающаяся тем, что, с целью обеспечения параллельного съема опоки с подмодельной плиты, механизм протял ки форм выполнен из редукторов, входные валы которых соединены связывающим валом, а выходные - с подъемными винтами, при вращении которых происходит подъем траверс со штырями, производящими съем опоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| Формовочная машина для изготовления литейных форм объемным прессованием | 1977 |
|
SU933188A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Пневматическая формовочная машина | 1933 |
|
SU44313A1 |
| Устройство для протяжки модели | 1972 |
|
SU441092A1 |
| Формовочная машина для изготовления песчаных полуформ в крупногабаритных опоках | 1962 |
|
SU150982A1 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
I in
tpi
/ 75
