I
Изобретение относится к области станкостроения и может быть использовано в прецизионных станках, преимущественно алмазно-расто чных.
Известны устройства для автоматическо подналадки резца по авт. св. №319405, в которых винтовой упор выполнен устано- вочно перемещаемым относительно централной тяги.
Предлагаемое устройство отличается от известных тем, что оно снабжено расположенным в корпусе зажимом щш фиксации центральной тяги и пружиной, установленной соосно с центральной тягой и перемещающей последнюю при освобождении за- жима в направлении к винтовому упору.
Это позволяет проводить подналадку во время работы устройства.
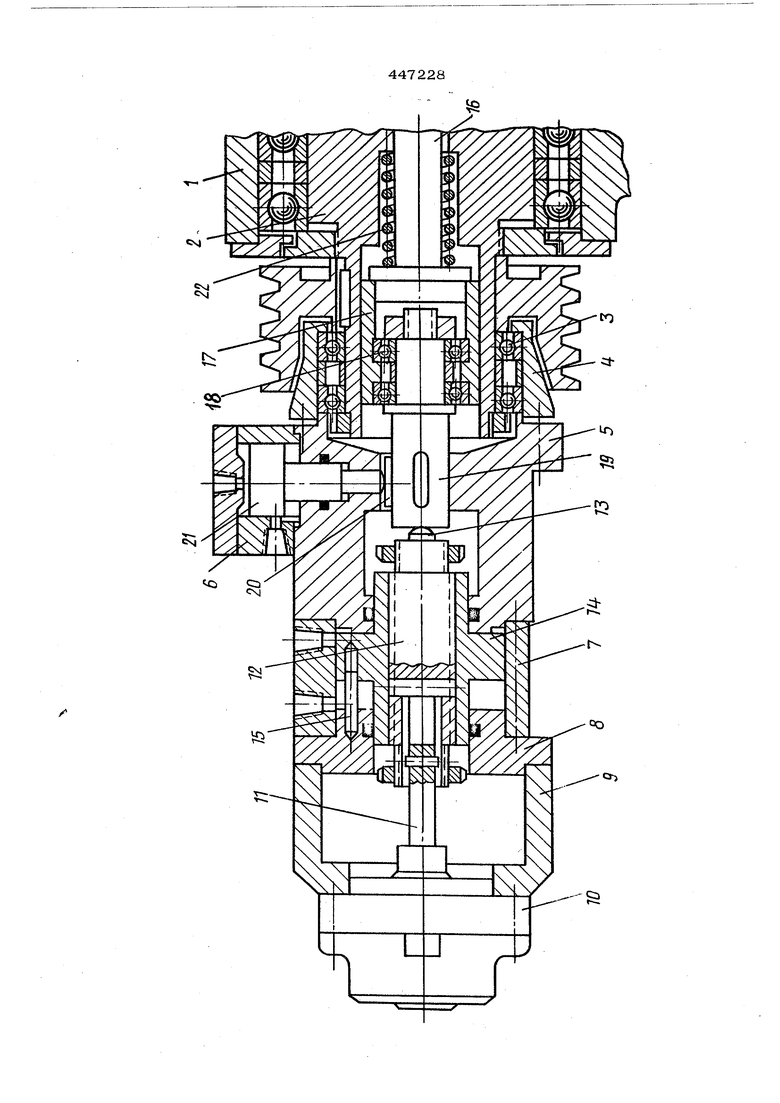
На чертеже изображено предлагаемое устройство, продольный разрез.
Оно имеет корпус 1 шпиндельной головки, внутри которого на опорах смонтирован шпиндель 2. На хвостовике шпинделц через подщипники 3 установлен стакан 4, к торцу которого крепится крьшка 5с
корпусами зажимного 6 и силового 7 гидроцилиндров, К крышке 8 крепится через промежуточный стакан 9 электродвигатель 10, вал которого продольно-подвижно соединен валиком 11 с винтовым упором 12 подналадки и передает ему крутящий момент.
Упор 12с нажимной пятой 13 смонтирован в осевой резьбовой расточке поршня 14 силового цилиндра. Штифтом 15 поршень 14 предохранен от поворота.
Внутри шпинделя 2, к фланцу которого прикреплен корпус упругодеформируемой оправки (на чертеже не показана}, смонтирована центральная тяга 16, несущая втулку 17, внутри которой на подшипниках 18 установлен промежуточный валик 19. Через прокладку 20 на ва/шк 19 может воздействовать поршень 21 зажимного гидроцилиндра. Центральная тяга 16 находится под воздействием пружины 22, .функцию которой иногда может вьшолнять не. посредственно упругодеформируемая оправк
Устройство работает следующим образом.. Перед настройкой винтового упора 12 масло подается Б . верхнюю полость гид: роцилиндра бив правую полость ги/фоци пкпрра 7. При этом валик 19 вместе с центральной тягой 16 зафиксирован в первоначальном положении,поршень 14 перемещается в крайнее левое положение, а упор 12 с пятой 13 отводится от торца валика 19 и освобождается от осевых наг рузок, При включении электродвигателя 10 его вал с винтовым упором 12 поворачивается на заданный угловой шаг подналадки, упор 12 изменяет свое осевое положение отно сительно поршня-гайки 14, Осевое перемещение упора преобразуется в радиальное перемещение резца клиновой или гидропласч ной передачей в результате взаимодействия уоора с валиком 19, Направление вращения электродвигателя и- число импульсов задается оператором или автоматической системой. При подаче масла в левую полость гилроцилин/фа 7 его порщень с винтом 12 перемещается в правое положение. Если настроенная подналадка .шаправле- на в сторону опускания резца, то валик 19 вместе с тягой 16 будут досланы упругим элементом 22 (пружиной) к нажимной пяте 13 после освобождения зажима подачей давления в нижнюю полость ги;ц)оШ1лин|фа 6. Если жб настроенная подналадка направлена в сторону выдвижения резца, то упор переместит валик 19 с тягой 16 ; : вправо, преодолевая усилие гидроцилиндра 6, пружины 22 и (или) упругодеформируемой оправки. Если порщень 14 не преодо- : левает зажима, то в случае выдвижения резца он дойдет до касания нажимной пяты 13 в торец валика 19. При этом (каки в случае опускания резца) подналадка будет возможна после. освобождения зажима, когда порщень 14 займет крайнее правое положение. Отвод резца от обработанной поверхности происходит при подаче масла в нижнюю полость гидроцилиндра бив правую полость ги/фоцилиндеа 7. Предмет изобретения Устройство для автоматической подн&ладки резца по авт. св. № 3194О5, о т ли чающееся тем, что, с целью подналадки во время работы устройства, оно снабжено расположенным в.; корпусе зажимом для фиксации центральной тяги и пружиной, установленной соосно с центральной тягой перемещающей последнюю при освобождении зажима в направлении к винтовому упору.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подналадки резца | 1986 |
|
SU1389936A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИРЕЗЦА | 1971 |
|
SU319405A1 |
| Устройство для автоматической подналадки резца | 1980 |
|
SU929344A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИ РЕЗЦА | 1968 |
|
SU209179A1 |
| Устройство для перемещения резца с поднакадкой | 1973 |
|
SU480530A1 |
| Устройство для автоматической подналадки резца | 1979 |
|
SU872051A2 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU933277A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| Устройство для автоматической подналадки резца и его отвода от обработанной поверхности | 1960 |
|
SU132030A1 |