Изобретение относится к области нагрева труб и других длинномерных изделнй в установках непрерывного действия.
Известно устройство для автоматической стабилизации температуры металла в проходиых печах при переходе на новый рело1м работы, включающее транспортные механизмы. Однако такое устройство не обеспечивает регулирование температуры изделий первых по ходу движения заготовок после перехода на новый режим работы.
Предложенное устройство отличается от нзвестного тем, что оно снабжено датчиком наличия нзделия перед печью, реле времени, блоками понижения и увеличения скорости транспортного механизма, периодизатором, задатчиком п исполнительным механизмом, связанным с блоком скорости привода транспортного механизма для 1 зменення по заданной программе скорости рольганга носле его остановки или изменения сортамента заготовок.
Это позволяет повысить качество н точность нагрева нзделий.
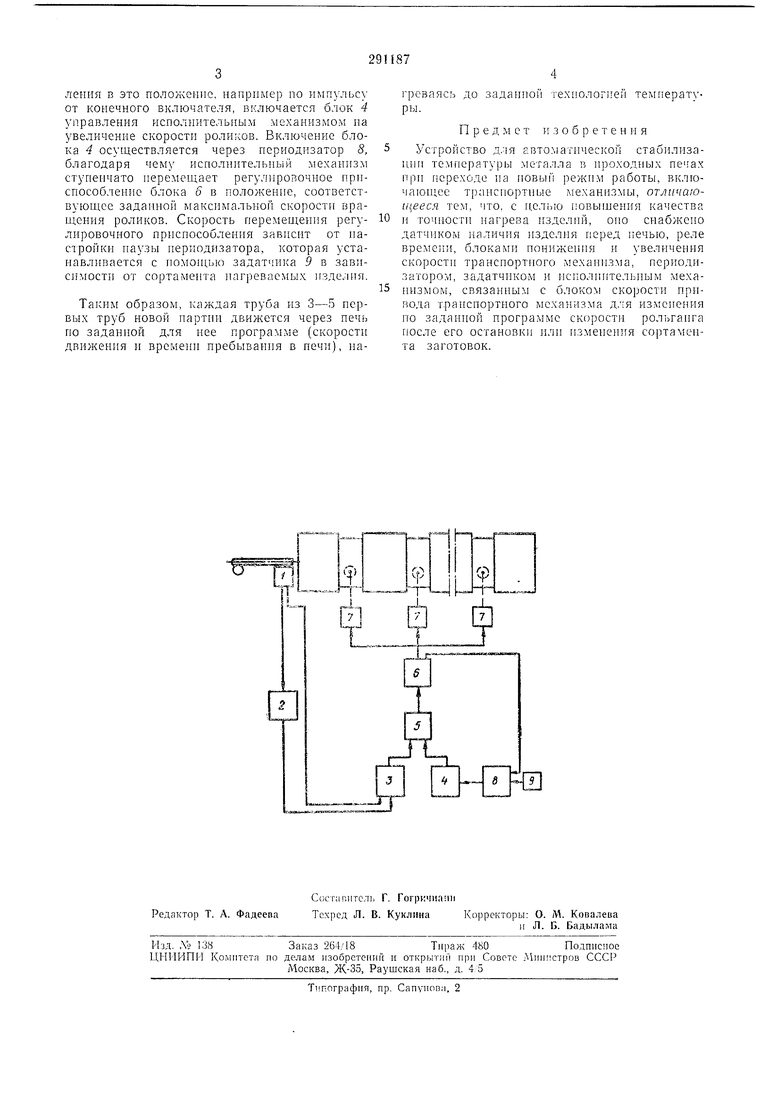
На чертеже иредставлеиа схема предлагаемого устройства.
Устройство состоит из датчика / наличия металла перед проходной печью, реле времени 2, блока 5 понижения скорости привода роликов, блока 4 увеличения скорости привода роликов, исполннтелыюго механизма 5, блока 6 нзменения скорости привода роликов, регулируемого привода 7 роликов, перподизлтора 8 и задатчика 9.
В качестве датчика / может быть исиользовано фотореле или тензодатчик. Блоки 3 и 4 представляют coooii реле, включаюпие своими контакталп понолпигельиый механизм в соответствуюидую сто)опу. В качестве мехапизма 5 использован асинхронный двухфазный мпкродвнгатель с редукгором. Гкюк 6 есть регулиропочн,и реостат.
Пернодизатор 8 нрсдставляст собой нульспару, выполненную па двух реле времени, одно нз которых имеет плавную регулировку выдержки времени с помопи-ло задатчика 9.
Схема работает следу1опи1м образом. При отсутствии трубы перед печью выходные контакты датчика / включают реле временн 2. После определепной выдержки временн реле срабатывает и факт нростоя запоминается. При появленнн после простоя в зоне действня датчнка / металла включается блок управления нсполнительпым механнзмолг на у.меньшепне скорости привода роликов, и псполникльиый механизм с полной скоростью перемепдает регулировочное гфнспособление блока 6 в положение, соответствуюндее заданно мнннл альной скорост врапд, роликов. После установк регулнровочпого рнспособления в это положение, например по импульсу от конечного включателя, включается блок 4 управления исполнительным механизмом на увеличение скорости роликов. Включение блока 4 осуществляется через периодизатор 8, благодаря чему исполпптельпый механизм ступенчато перемещает регулировочное прнспособление блока 6 в положение, соответствующее задаппой максимальной скоростп враодеиия роликов. Скорость неремещеиия регулировочного лриспособлення завпснт от наслройки паузы периодизатора, которая устанавлиБается с помощью задатчпка 9 в зависимости от сортамента нагреваемых пзде;1пя.
Таким образом, каждая труба из 3-5 первых труб новой партии движется через печь но заданной для нее программе (скорости движения и времени пребывания в иечи), иагреваясь до заданной технологией температуры.
Предмет изобретения
Устройство для автоматической стабилизаиип температуры металла в проходных печах при переходе иа новый режим работы, включаюнее Т)апс1юртные механизмы, отличающееся тем, что. с целью иовыщения качества и точности нагрева издел1И, оно снабжено датчиком наличия н.зделня перед печью, реле времени, блоками понижеппя и увеличения скорости траисиортиого механнзма, периодизатором, задатчиком н ис11олннтел зиым мехаиизмом, связанным с блоком скорости привода транспортного механизма для изменения по заданной программе скоростн рольганга после его остановкп или изменения сортамента заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОХОДНАЯ ПЕЧЬ | 1969 |
|
SU244365A1 |
| О-ОСНАЯш.тЕн:во--Т1Х1!Н"Е; ш | 1973 |
|
SU367411A1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВОК ПЕРЕД ПРЕССОВАНИЕМ | 1971 |
|
SU309058A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО ПРОГРАММНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ВЫПЛАВКИ СТАЛИ И СПЛАВОВ | 1964 |
|
SU165507A1 |
| РЕГУЛЯТОР ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1964 |
|
SU164361A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СВАРНЫХ ЗАГОТОВОКиз рулониой полосы | 1973 |
|
SU367933A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕМПЕРАТУРНБ1М РЕЖИМОМ СЕКЦИОННЫХ ПЕЧЕЙ | 1973 |
|
SU377350A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ТРУБ | 1968 |
|
SU218201A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА | 1965 |
|
SU175041A1 |
| КОМБИНИРОВАННЫЙ СОРТОВОЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU298389A1 |
