Известны устроГ|ства д;1я измерения цилиидрических деталей больших диаметров на станке после обработки, содержащие ролик-датч1п, перекатываемый при измерении ио поверхиости детали, старт-стопный датчик и цифрово1 регистрирующиГ прибор.
Предлагаемое устройство отличается от известиых тем, что оио снабжено вторым роликом-датчиком, перекатываемым при измерении по образцовой цилиндрической поверхности, подготовленной па планшайбе станка, электронным блоком для преобразования и суммирования сигналов от роликов-датчиков, блоком со|-ласования сигналов электронного блока и старт-стопного датчика и самопишущим прибором.
Такая конструкция устройства позво.тяет |фО звод:1ть С его помощью измерерп1е диаметра и некруглости дета.тей одновременно.
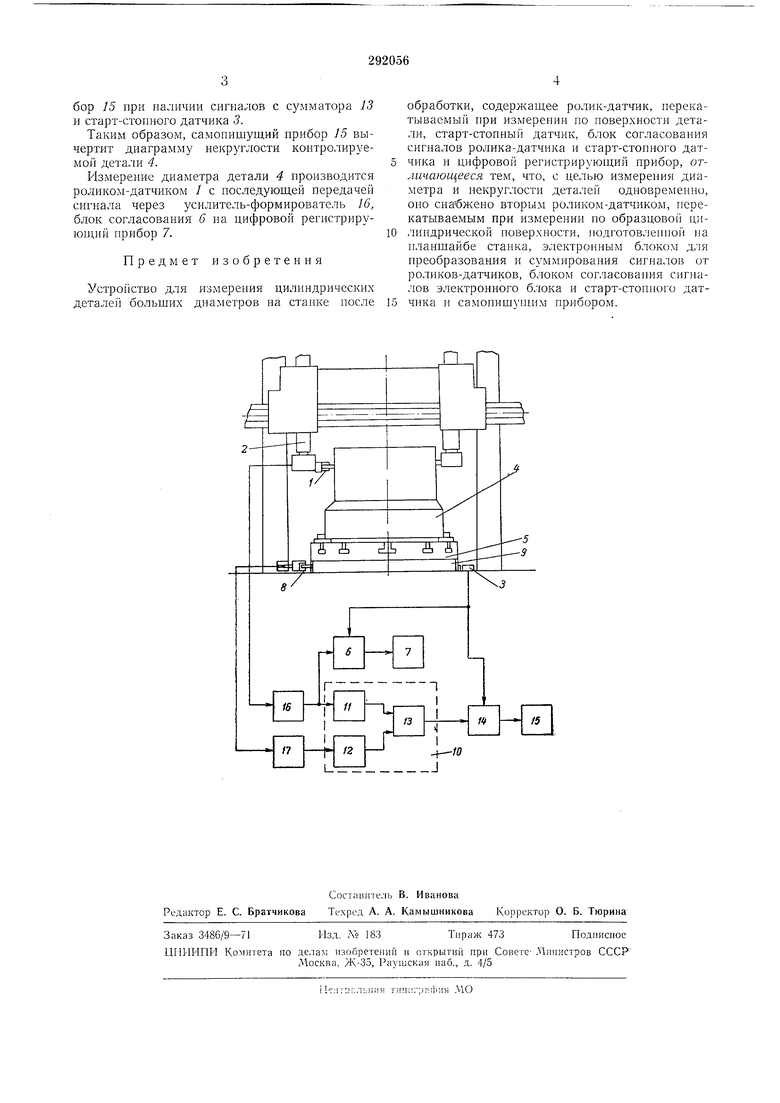
На чертеже представлена нринцигиюльпая схема пред/южен по 1О устройства.
Устройство содержит ролик-датчик 1, закрепленны на суппорте 2 станка, старт-стопный датчик , фиксирующий начало и конец оборота детали 4, закрепленной на планшайбе 5 станка, блок согласования 6 сигналов ролика-датчика У и старт-стопного датчика 3, цифровой регистрирующий прибор 7, второй ролик-датчик 8, перекатываемый при измерении по образцовой цилиндрической поверхности Я подготовленной на плапп1айбе 5 станка, электронный блок 10, состояний из преобразователе }1 и 12 частоты сигналов от роликов-датчиков / и 8 в напряжение, пропорциональное этой частоте, и из сумматора 13; блок согласования 14 сигна.юв от электронного блока 10 и старт-стопного датчика 3 п самопипгуиип прибор 15. Работает ycTpoiicTBO следующим образом.
Перед измерением ролик-датч1П{ / прижимают к поверхности детали 4, а ро.тик-датчик 8 - к образцово цилиндрнческой поверхноСТ 9.
От станка приводится во вращение 5, а с ней и деталь 4.
Ролик -датч 1кн / и 8 являются преобразователям угла поворота в си1 усоидальный у.тектрнческий снгнал.
Сигналы от ролпков-датчнков } и 8 поступают в )силите,ги-формирователи 16 и 17, где реобразуются в последовате, ьность электрических импульсов ПрЯМОуГО. формы с ПОСТОЯННО амплитудо и длительностью, и далее в электронный б.чок 10. С помон ;ью преобразователе/ 11 и 12 импульсы прямоуго. формы преобразуются в напряжепия, пропорциональные частоте этих импульсов, которые cy миpyютcя с помопдыо сумматора 13. Блок
бор 15 при наличии сигналов с сумматора 13 и старт-стопиого датчика 3.
Таким образом, самопишущий прибор /5 вычертит диаграмму некруглости контролируемой детали 4.
Измерение диаметра детали 4 производится ролнком-датчиком / с последующей передачей сигнала через усилитель-формирователь 16, блок согласования 6 на цифровой регистрирующий прибор 7.
Предмет изобретения
УстрО11Ство для измерения цилнидрических деталей больщих диаметров на станке после
обработки, содержащее ролик-датчик, перекатываемый при измерении по поверхности детали, старт-стопный датчик, блок согласования сигналов ролика-датчика и старт-стопиого датчика и цифровой регистрирующий прибор, отличающееся тем, что, с целью измерения диаметра и некруглости деталей одновременно, оно снабжено вторым роликом-датчиком, перекатываемым при измерении по образцово цилиндрической поверхности, иодготовлеиной на плаищайбе станка, электронным блоком дл5г преобразования и суммирования сигналов от роликов-датчиков, блоком согласования сигналов электронного блока и старт-стопиого датчика и самопищущим прибором.