Известны .способы продольно-вин то во и накатки спиральных изделий, в частности сверл, за один рабочий ход профильными рейками, образующими замкнутый калибр вокруг накатываемой заготовки.
Рейки перемещают поступательно в плоскостях, параллельных оси изделия по направлению, перпендикулярному к оси изделия.
Однако при этом рабочий инструмент и его опоры испытывают изгибающую нагрузку. Невозможно также регулировать соотношение скоростей каждой иары накатных реек, например спиночных и канавочных, при прокатке сверл для обеспечения равных скоростей катающих диаметров.
В предложенном снособе благодаря перемещению накатных реек под углом, соответствующим углу наклона винтовых новерхностей изделия, с различным соотношением скоростей движения, не зависящим от их углового расположения, инструмент испытывает нагрузку растяжения - сжатия, что улучшает условия его работы, уменьшает нагрузку на опорные подщипники.
Кроме того, такое направление перемещения инструмента позволяет осуществить накатку качественного изделия без проскальзывания инструмента по катающим диаметрам.
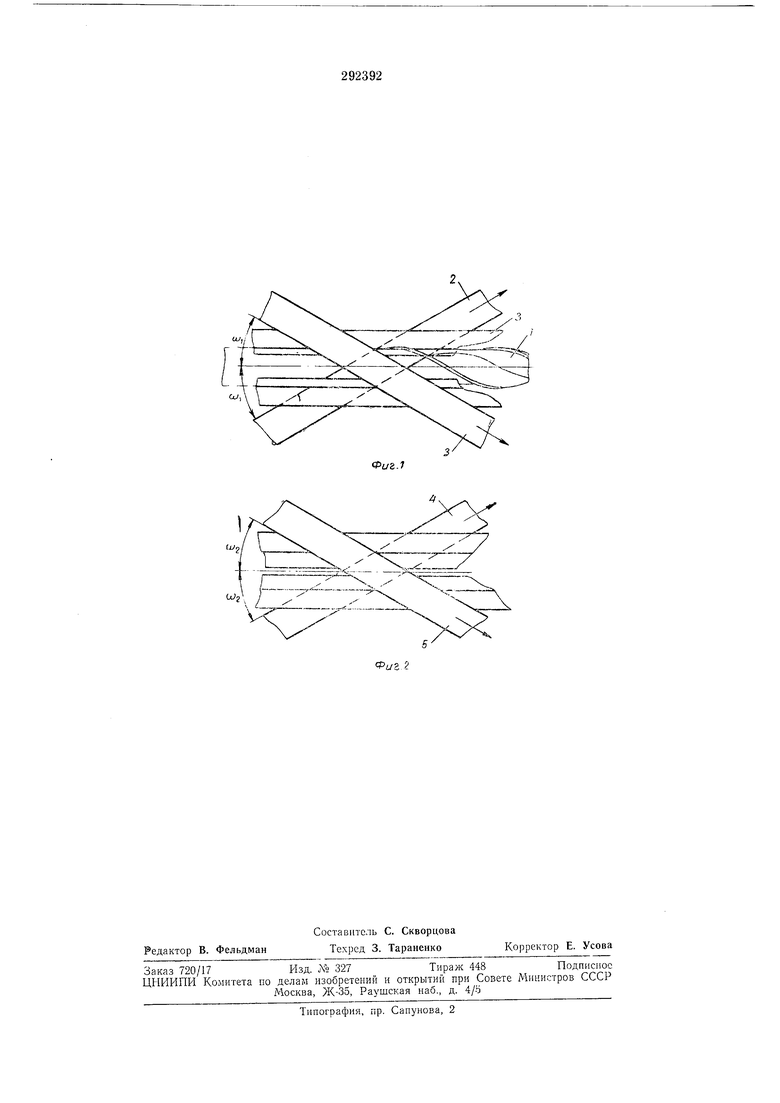
На фпг. 1 изображена схема осуществления способа накатки, вид сбоку; па фиг. 2 - то же, вид сверху.
Изделие 1 накатывают двумя парами реек 2, 3 YL 4, 5. Перемещение реек 2, 3 осуществляют под углом ffli к оси изделия; перемещение реек 4, 5 осуществляют под углом соа к оси изделия. Величины углов coi и со незначительно отличаются друг от друга и близки к углу иаклона винтовых канавок изделия. Углы oii и oii могут быть также равны между собой.
П р е д м е т и з о б р е т с н и я
15
Способ продольио-винтовой накатки сниральных издел п, в частности сверл, за одни рабочий ход профилы1ы. накатными рейками, образующими замкнутый калибр вокруг
накатываемой заготовки, .которые перемещают поступательно в плоскостях, параллельных оси изделия, отличающийся тем, что, с целью повышения качества 13делий, накатные рейки перемещают Под углом, соответствующим углу наклона винтовых поверхностей изделия, с различным соотношением скоростей движения, не зависящим от их углового расположения.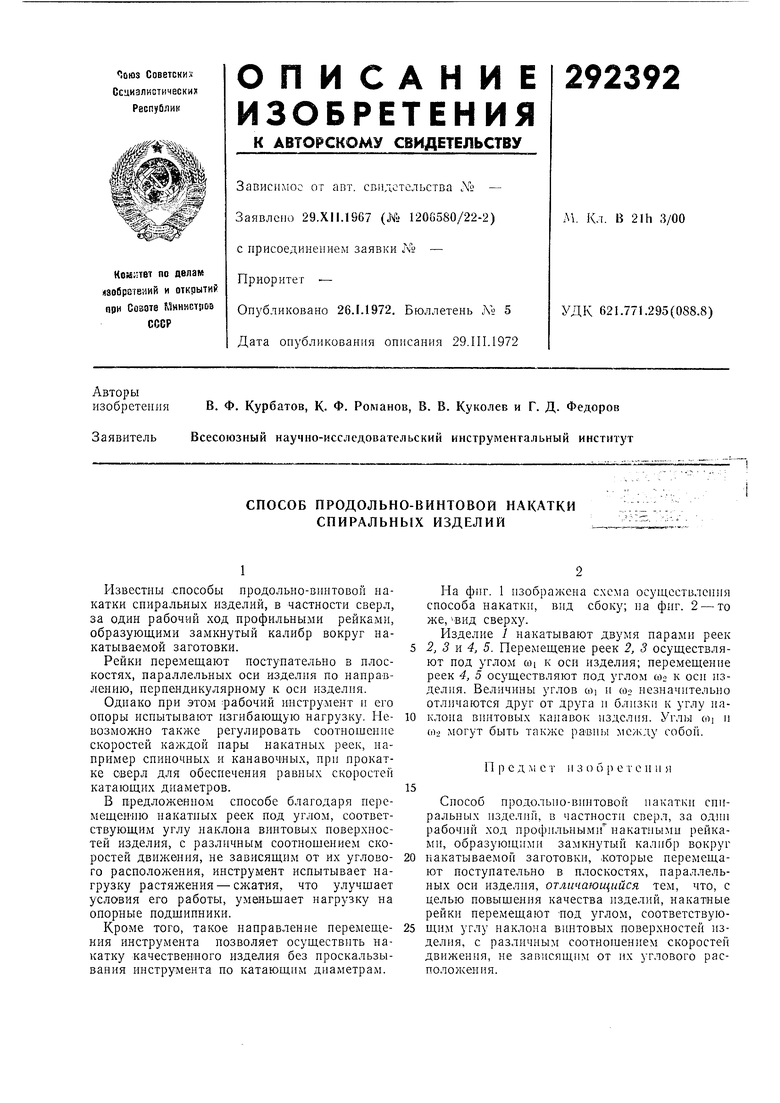
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАКАТКИ ТОНКОСТЕННЫХЗАГОТОВОК | 1972 |
|
SU341573A1 |
| РЕЗЬБОЙАКАТНАЯ ГОЛОВКА i ч;^'-;^:\ п :;.ШН?'^^ЫГ l.H^:i::^':--KA | | 1972 |
|
SU325075A1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 1996 |
|
RU2118211C1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ НАКАТКИ РЕЗЬБЫ ВИНТА | 2009 |
|
RU2408448C1 |
| Способ изготовления клеенаносящих валов, устройство для его осуществления и накатной ролик для изготовления клеенаносящих валов | 1991 |
|
SU1814582A3 |
| Устройство для накатки профиля на поверхности деталей | 1990 |
|
SU1734979A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ ЗУБЬЕВ У ЗУБЧАТЬ1Х РЕЕК | 1966 |
|
SU184804A1 |
| Поточно-винтовой технологический модуль | 1989 |
|
SU1801777A1 |
| Устройство для накатки зубчатых профилей на валах | 1980 |
|
SU956117A1 |
Wj
