Изобретение относится к обработке металлов давлением, а именно, к оборудова- нию для накатки и обкатки зубчатых профилей, и может быть использовано для изготовления малозубых крупномодульных зубчатых колес.
Целью изобретения является повышение производительности за счет использования холостых ходов и расширение технологических возможностей за счет обработки колес с четным и нечетным числом зубьев.
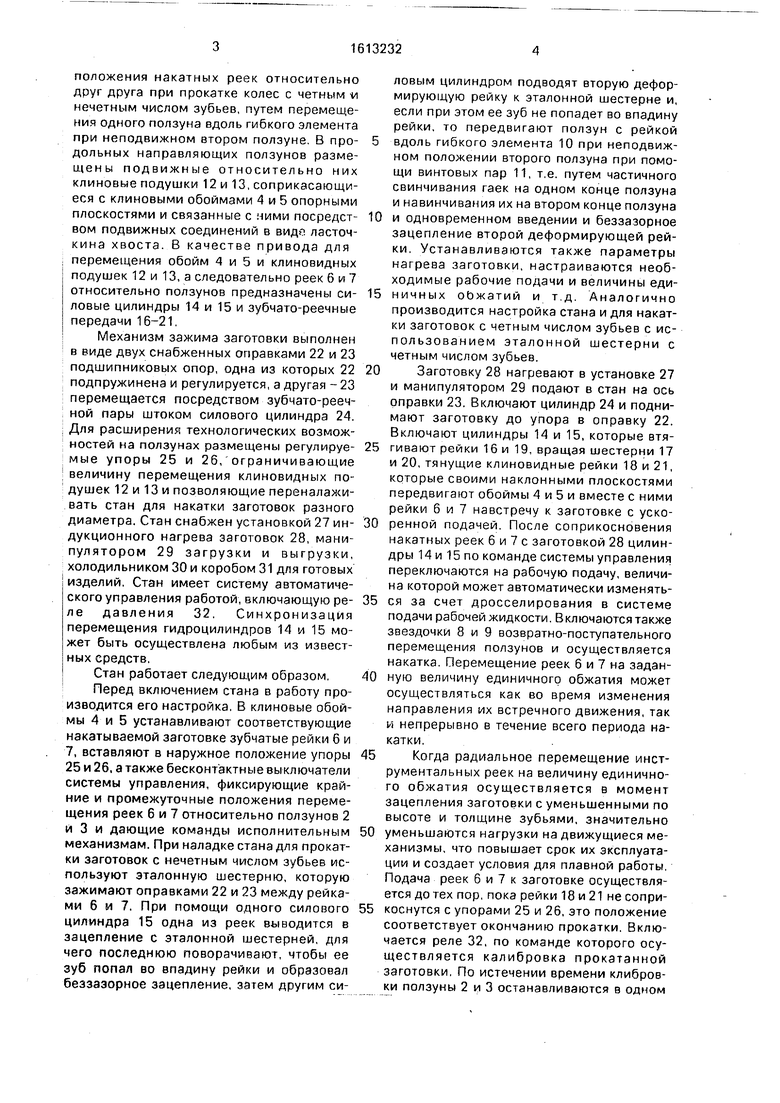
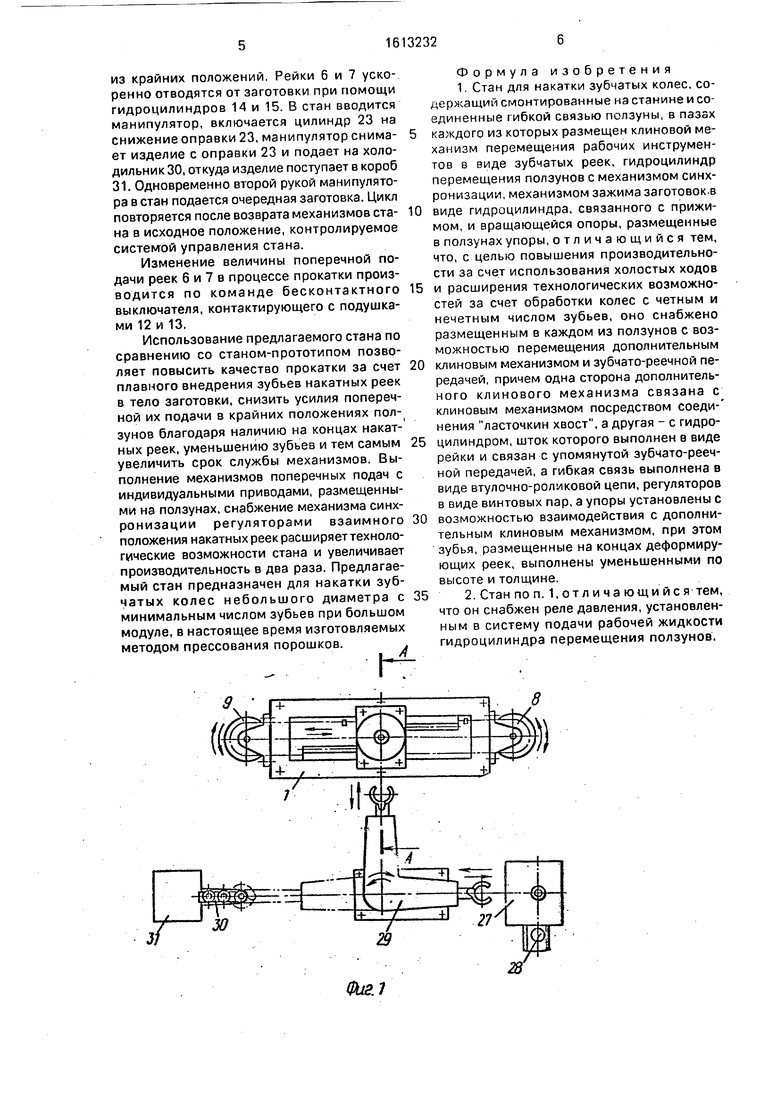
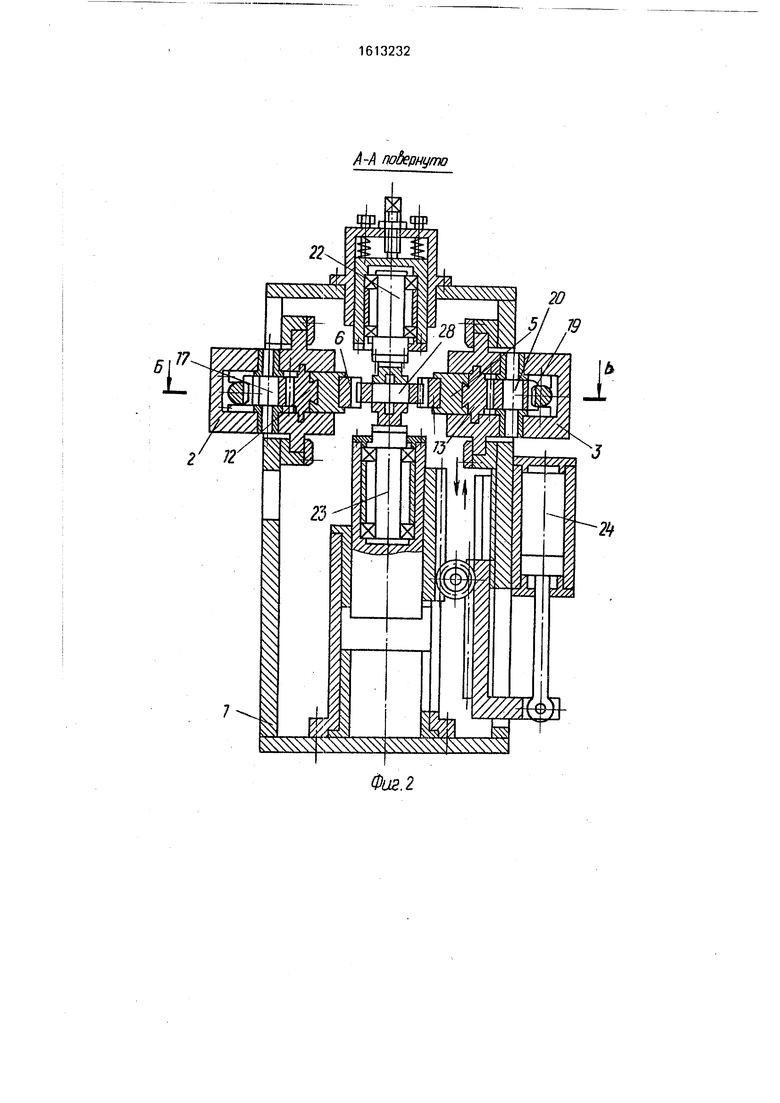
На фиг. 1 показан стан, вид в плане; на фиг. 2 - разрез А-А на фиг. 1: на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - зацепление накатной рейки с накатываемым зубчатым кЬлесом, а - в заходных ее частях, б - в рабочей.
Стан для накатки .зубчатых колес включает смонтированные на станине 1 в ее параллельных направляющих ползуны 2 и 3, на которых в поперечных направляющих размещены подвижные относительно них клиновые обоймы 4 и 5, несущие деформирующие зубчатые рейки 6 и 7 с уменьшенными по высоте и толщине зубьями на их концах (фиг. 4 участки а и б). Привод перемещения ползунов (не показан) содержит механизм синхронизации в виде установленных на станине 1 звездочек 8 и 9, охваченных гибкими элементами 10 в виде втулочно-роликовой цепи, соединенной с ползунами 2 и 3 посредством регуляторов 11 в виде винтовой пары, предназначенных для обеспечения необходимого натя- жения гибкого элемента и настройки
OJ ND W |ЧЗ
положения накатных реек относительно друг друга при прокатке колес с четным vi нечетным числом зубьев, путем перемещения одного ползуна вдоль гибкого элемента при неподвижном втором ползуне. В про- дольных направляющих ползунов размещены подвижные относительно них клиновые подушки 12 и 13, соприкасающиеся с клиновыми обоймами 4 и 5 опорными плоскостями и связанные с ними посредст- вом подвижных соединений в виде ласточкина хвоста. В качестве привода для перемещения обойм 4 и 5 и клиновидных подушек 12 и 13, а следовательно реек 6 и 7 относительно ползунов предназначены си- ловые цилиндры 14 и 15 и зубчато-реечные передачи 16-21.
Механизм зажима заготовки выполнен в виде двух снабженных оправками 22 и 23 подшипниковых опор, одна из которых 22 подпружинена и регулируется, а другая - 23 перемещается посредством зубчато-реечной пары штоком силового цилиндра 24. Для расширения технологических возможностей на ползунах размещены регулируе- мые упоры 25 и 26, ограничивающие величину перемещения клиновидных подушек 12 и 13 и позволяющие переналаживать стан для накатки заготовок разного диаметра. Стан снабжен установкой 27 ин- дукционного нагрева заготовок 28, манипулятором 29 загрузки и выгрузки, холодильником 30 и коробом 31 для готовых изделий. Стан имеет систему автоматического управления работой, включающую ре- ле давления 32. Синхронизация перемещения гидроцилиндров 14 и 15 может быть осуществлена любым из известных средств.
Стан работает следуюа1им образом. Перед включением стана в работу производится его настройка. В клиновые обоймы 4 и 5 устанавливают соответствующие накатываемой заготовке зубчатые рейки 6 и 7, вставляют в наружное положение упоры 25 и 26, а также бесконтактные выключатели системы управления, фиксирующие крайние и промежуточные положения перемещения реек 6 и 7 относительно ползунов 2 и 3 и дающие команды исполнительным механизмам. При наладке стана для прокатки заготовок с нечетным числом зубьев используют эталонную шестерню, которую зажимают оправками 22 и 23 между рейками 6 и 7. При помощи одного силового цилиндра 15 одна из реек выводится в зацепление с эталонной шестерней, для чего последнюю поворачивают, чтобы ее зуб попал во впадину рейки и образовал беззаэорное зацепление, затем другим силовым цилиндром подводят вторую деформирующую рейку к эталонной шестерне и, если при этом ее зуб не попадет во впадину рейки, то передвигают ползун с рейкой вдоль гибкого элемента 10 при неподвижном положении второго ползуна при помощи винтовых пар 11, т.е. путем частичного свинчивания гаек на одном конце ползуна и навинчивания их на втором конце ползуна и одновременном введении и беззазорное зацепление второй деформирующей рейки. Устанавливаются также параметры нагрева заготовки, настраиваются необходимые рабочие подачи и величины единичных оЬжатий и т.д. Аналогично производится настройка стана и для накатки заготовок с четным числом зубьев с использованием эталонной шестерни с четным числом зубьев.
Заготовку 28 нагревают в установке 27 и манипулятором 29 подают в стан на ось оправки 23. Включают цилиндр 24 и поднимают заготовку до упора в оправку 22. Включают цилиндры 14 и 15, которые втягивают рейки 16 и 19, вращая шестерни 17 и 20, тянущие клиновидные рейки 18 и 21, которые своими наклонными плоскостями передвигают обоймы 4 и 5 и вместе с ними рейки 6 и 7 навстречу к заготовке с ускоренной подачей. После соприкосновения накатных реек 6 и 7 с заготовкой 28 цилиндры 14 и 15 по команде системы управления переключаются на рабочую подачу, величина которой может автоматически изменяться за счет дросселирования в системе подачи рабочей жидкости. Включаются также звездочки 8 и 9 возвратно-поступательного перемещения ползунов и осуществляется накатка. Перемещение реек 6 и 7 на заданную величину единичного обжатия может осуществляться как во время изменения направления их встречного движения, так w непрерывно в течение всего периода накатки.
Когда радиальное перемещение инструментальных реек на величину единичного обжатия осуществляется в момент зацепления заготовки с уменьшенными по высоте и толщине зубьями, значительно уменьшаются нагрузки на движущиеся механизмы, что повышает срок их эксплуатации и создает условия для плавной работы. Подача реек 6 и 7 к заготовке осуществляется до тех пор, пока рейки 18 и 21 не соприкоснутся с упорами 25 и 26, это положение соответствует окончанию прокатки. Включается реле 32, по команде которого осуществляется калибровка прокатанной заготовки. По истечении времени клибров- ки ползуны 2 и 3 останавливаются в одном
из крайних положений. Рейки 6 и 7 ускоренно отводятся от заготовки при помощи гидроцилиндров 14 и 15. В стан вводится манипулятор, включается цилиндр 23 на снижение оправки 23, манипулятор снимает изделие с оправки 23 и подает на холодильник 30, откуда изделие поступает в короб 31. Одновременно второй рукой манипулятора в стан подается очередная заготовка. Цикл повторяется после возврата механизмов стана в исходное положение, контролируемое системой управления стана.
Изменение величины поперечной подачи реек 6 и 7 в процессе прокатки производится по команде бесконтактного выключателя, контактирующего с подушками 12 и 13.
Использование предлагаемого стана по сравнению со станом-прототипом позволяет повысить качество прокатки за счет плавного внедрения зубьев накатных реек в тело заготовки, снизить усилия поперечной их подачи в крайних положениях ползунов благодаря наличию на концах накат- ных реек, уменьшению зубьев и тем самым увеличить срок службы механизмов. Выполнение механизмов поперечных подач с индивидуальными приводами, размещенными на ползунах, снабжение механизма синхронизации регуляторами взаимного положения накатных реек расширяет технологические возможности стана и увеличивает производительность в два раза. Предлагаемый стан предназначен для накатки зубчатых колес небольшого диаметра с минимальным числом зубьев при большом модуле, в настоящее время изготовляемых методом прессования порошков.
5
0
5
0
30
35
Формула изобретения 1. Стан для накатки зубчатых колес, содержащий смонтированные на станине и соединенные гибкой связью ползуны, в пазах каждого из которых размещен клиновой механизм перемещения рабочих инструментов 8 виде зубчатых реек, гидроцилиндр перемещения ползунов с механизмом синхронизации, механизмом зажима заготовок-в виде гидроцилиндра, связанного с прижимом, и вращающейся опоры, размещенные в ползунах упоры, отличающийся тем, что, с целью повышения производительности за счет использования холостых ходов и расширения технологических возможностей за счет обработки колес с четным и нечетным числом зубьев, оно снабжено размещенным в каждом из ползунов с возможностью перемещения дополнительным клиновым механизмом и зубчато-реечной передачей, причем одна сторона дополнительного клинового механизма связана с клиновым механизмом посредством соединения ласточкин хвост, а другая - с гидроцилиндром, шток которого выполнен в виде рейки и связан с упомянутой зубчато-реечной передачей, а гибкая связь выполнена в виде втулочно-роликовой цепи, регуляторов в виде винтовых пар, а упоры установлены с возможностью взаимодействия с дополнительным клиновым механизмом, при этом зубья, размещенные на концах деформирующих реек, выполнены уменьшенными по
высоте и толщине.
2. Стан поп. 1, от л и чающийся тем,
что он снабжен реле давления, установленным в систему подачи рабочей жидкости гидроцилиндра перемещения ползунов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для накатки зубчатых колес | 1982 |
|
SU1183264A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Стан для накатки и обкатки зубчатых колес | 1980 |
|
SU956115A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАКАТКИ ТОНКОСТЕННЫХЗАГОТОВОК | 1972 |
|
SU341573A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Устройство для прокатки зубчатых колес | 1989 |
|
SU1697959A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Стан для накатки зубчатых колес | 1985 |
|
SU1340872A1 |
| Стан для прокатки зубчатых колес | 1989 |
|
SU1750824A1 |
Изобретение относится к обработке металлов давлением, а именно к накатке и обкатке зубчатых профилей. Цель изобретения - повышение производительности и расширение технологических возможностей. Стан включает приводные ползуны, несущие инструментальные рейки, имеющие на концах заходные части с уменьшенными по высоте и толщине размерами зубьев. Для радиального перемещения реек предусмотрены смонтированные на ползунах гидроцилиндры, реечные штоки которых контактируют с клиновым механизмом регулирования положения реек. Для перемещения ползунов относительно друг друга при переналадке стана на прокатку шестерен с четным и нечетным числом зубьев предусмотрен механизм синхронизации с винтовой парой регулирования натяжения гибких элементов, соединяющих ползуны. Стан снабжен механизмом зажима заготовки в виде регулируемых оправок, а также установкой индукционного нагрева, манипулятором, холодильником и коробом для готовых изделий. Это позволяет использовать холостые ходы и обрабатывать зубья с четным и нечетным числом зубьев. 1 з.п.ф-лы, 4 ил.
8
А-А подернуто
20
Фиг. 2
Ю.
2
б Фиг.
| Стан для накатки и обкатки зубчатых колес | 1980 |
|
SU956115A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
