Изобретение относится к области обработки металлов давлением, в частности к способам изгoтoBv eния полых поковок типа с фланцем и ступицей горячим выдавливанием.
Известен способ изготовления полых поковок из сплошной цилиндрической заготовки, включающий операции осадки предзарительпо нагретой заготовки, закрытой прошивки, прямого выдавливания трубпой части, формообразования фланца и обратного выдавливания ступицы.
Предлагаемый способ отлпчается от извостного тем, что в нем осадку производят до диаметра, превышаюш:его диаметр фла;ща, ири этом флаиец формуют прямым выда1зливанием. Это обеспечивает изготовлспне поковок с уменьшеииым соотношением диаметров фланца и трубной части и увеличеипым соотношением длииы поковкп к диаметру фланца.
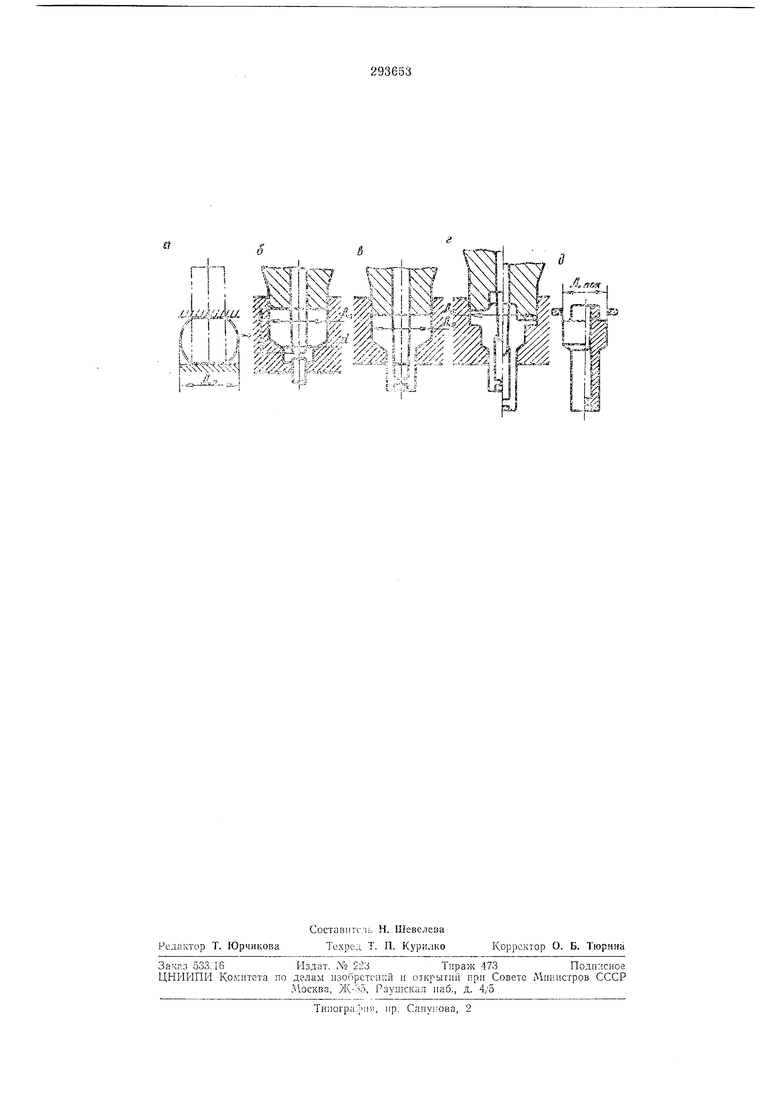
На чертеже схематично ноказан процесс пзготовлеиия поковок тппа трубы с флапцем и ступицей.
Нагретую заготовку осаживают (и) между илоскими бойками до диаметра До, большего, чем диаметр флаииа готовой поковк; ДпокЗатем путем закрыгой прошивки (б) в пей образуют полость диаметром d и длиной /. Так как паружпый диаметр прошитой заготовки превышает диаметр фланца готовой
:. ТО отиошопие - не d
1:резышает критического значе; ия и. следовательно, операция прошивки будет устойчивым, стабильным процессом. После операции закрытой прошизки иропзводят прямое выдавлпrujniC з трубпой части. Д1 аметры контейнерои л,15т операций прошивки и Быдавлнваппя тр бпой час:н одипаковые Д: Д2. На след юпгсм 15 пачлльпый момент п ансо1 Ло е д ; е т п :; о о р е т е и si я
Способ изготовлеппп полых поковок тппа трубы с флаппем и ступицей из сплошной циЛ11илрической з;;:0го1 кп, включающий операц;;п осадкп ;рсд:5::рительпо narperoii заготовк, закрытой ирошпвки. прямого выдавливаппя трубпой части. (Ьормообразоз; нпя фланца п обратного зыдавливан)1я ступицы, отличсиои{11 1Ся тем. что, с целью возможпостп умепьП с:п1Я соотпошеппя диаметров флапца п тр бпоп чаек: п уЕелпче;:ия соотиошенпя длины ;око:::-;и и флаидя, производя г до диаметра, бол1;ше1-о чол диаметр флаиlu;. прп jTOii флаиец формуют прямым выдавлпзаппсм.
L.Li
-J-tSti ii -i t.- .«.-г 5
ж/|з-| Н# 1й I gi I ii
Л .Ж
ч 18 5
ч I 5 г ., S-X:- 1 .-у-/ -УХХД si У///
1, :гТ л- : 3-ii-Ti- -I М S I
a ... j...,j..-1 f.sjLia I
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2002 |
|
RU2217262C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ТИПА ДИСКОВ | 2009 |
|
RU2412018C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ВЫДАВЛИВАНИЕМ | 2001 |
|
RU2205722C1 |
| Способ изготовления полых поковок | 1981 |
|
SU1009589A1 |
| Способ ковки в подкладных штампах поковок типа цилиндрических колес с ободом и ступицей | 1987 |
|
SU1542684A1 |