Изобр етение касается способа изготовления асбо-цементных труб из навиваемой на форматный вал массы, которая получается из асбо-цементной машины. Предлагаемым способом имеется в виду осуществить беспрерывность изготовления, асбо-цементных труб, путем навивки массы на движущийся форматный вал коническими спиральными слоями. С целью же обеспечения плотной и одинаковой структуры навиваемой на форматный вал асбоцементной массы, поверхности подающего барабана придают форму тела вращения, подобную поверхности катания этих барабанов друг по другу, соответственно углу наклона их осей, диаметрам труб и толщине слоя, подаваемого сукном. Для осуществления эд-ого способа предлагается машина, форматный барабан которой состоит из отдельных звеньев, устанавливав емых при помощи шипов в углубления кареток. Последние через посредство звездчатого колеей получают равномерное поступательное движение от трансмиссии, допусканЬщей любую регулировку их.
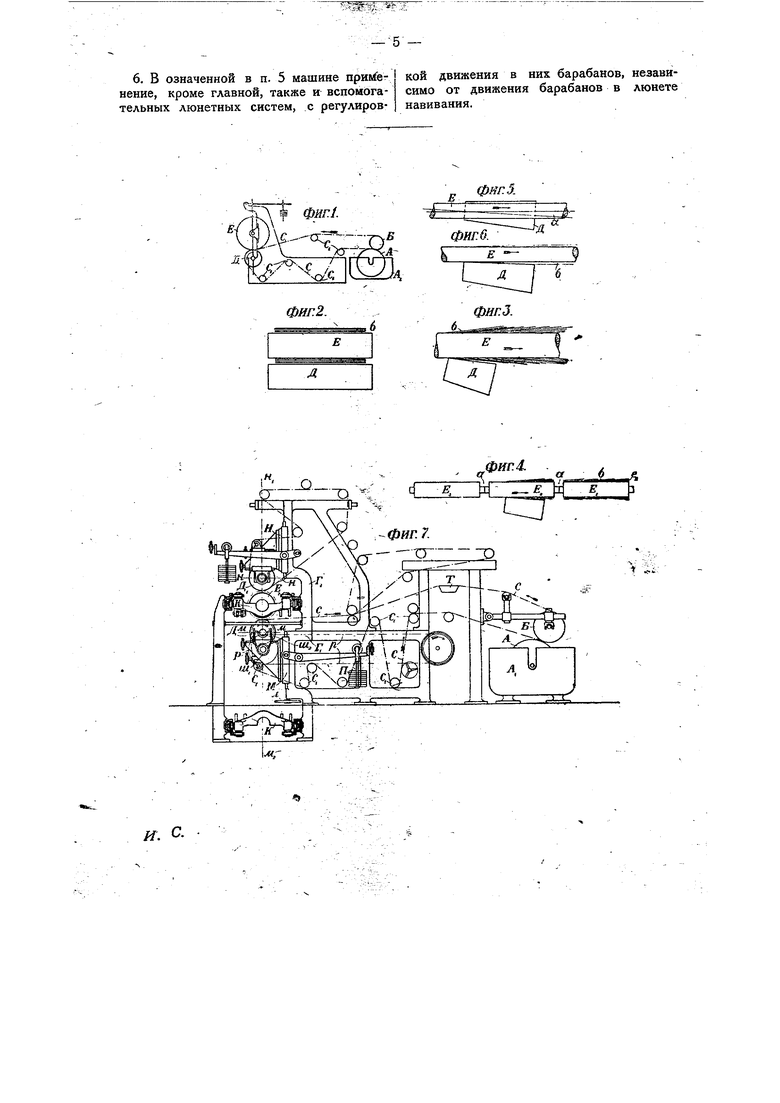
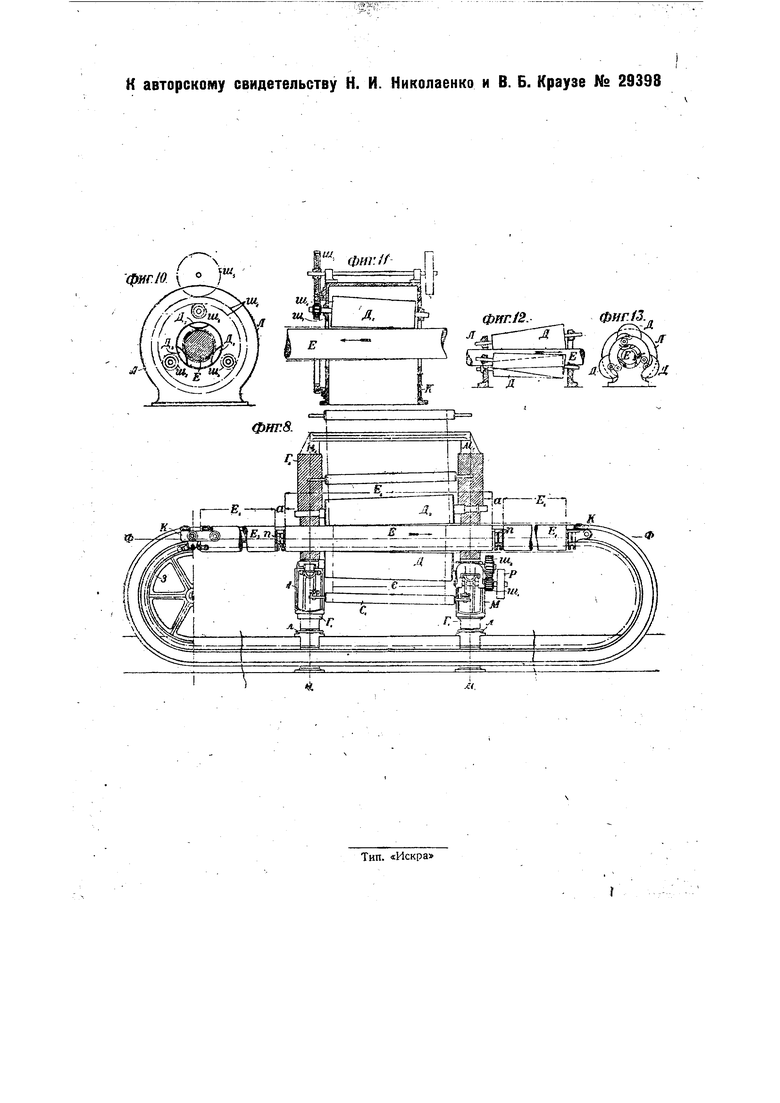
Н чертеже фиг. 1 изображает схему мащин обычного устройства для изготовлен НИН асбо-це ентных труб; фиг. 2-взаимное расположение форматного и подающего валов этих машин; фиг. 3-то же, предлагаемой машины; фиг. 4-звенья фор- мзтного вала; фиг, сверху взаимного расположения форматного и подаю- щего валов; фиг. 6-вид их спереди фиг. 7-вид сбоку машины с частичным разрезом; фиг. 8-вид ее спереди с 4aidтичньш разрезом; фиг. 9-вид ее сверху с частичным разрезом; фиг. 10-вид нав1явающего люнета сбоку; фиг. ,11- верти; кальный разрез его; фиг. 12-вид спе-;Г реди дополнительного люнета с частичный разрезом; фиг. 13-вид его сбоку; фиГГ 14-взаимнде расположение люнетов. В существующих машинах для и:з 6товления асбо-цементных труб на сетча:-, тый барабан А (фиг. 1) при вращений его в ванне AI осаждается, ас6оц4емёнтная масса, которая снимается с HerQi6ec-; конечным сукном С, прижимаемым нагким- ным барабаном Б. Сукно, направЛяемЬё;; валиками С), движется между форма йым барабаном J и подающим валом Д,,.который получает свое движение от трансмЬс-; сии. При проходе сукна с .налипшей него асбо-цементной массой между ,барабанами Д и , масса переходит р сукяа. на форматный барабан Е, навиваясь на нёго. слоями до тех пор, пока общая толщин 104
их не достигнет желаемой величины. Слои навиваемой на форматный барабан массы ложатся на последний параллельно его цилиндрической образующей и могут быть сняты р барабана в виде трубы или в виде листа.
При изготовлении асбо-цементных труб ПО: такому способу неизбежны остановки машинь для замены одного форматного вала другим; кроме того, длина изготовляемых труб ограничивается шириной сукна. Для устранения этих недостатков предлагается асбо-цементнур массу навивать на форматный барабан коническими слоями, самому же форматному барабану со общать как вращательное, так и непрерывно поступательное движение.
Величина поступательного движения на один оборот барабана должна быть такой, чтобы общая толщина слоя 6, образуемого основаниями конусов, оставалась постоянной. Длина навиваемой при этом трубы не зависит от ширины рабочего сукна и теоретически является бесконечной, практически, же определяется удобной длиной отдельного звена форматного вала Е (фиг. 3-6). Непрерывность процесса при этом способе может быть осуществлена неправильной постановкой друг за другом отдельных звеньев фЬрматного вала Е желаемой длины в направлении подачи, так что форматный вал в отношении сукна является как бы бесконечным.
Приводиться во вращательное движение могут лишь звенья Е- (фиг. 4), находящиеся в соприкосновении с подающим барабаном Д, звенья же ь уже вышедшие из соприкосновения, и звенья з еще не вошедшие в него, могут вращательного движения не иметь. Промежутки а между отдельными звеньями Е EZ Eg,.. Ьп .форматного вала могут отсутствовать, но наличие их удобно для оперирования со звеньями и процессу навивания не мешает (материал в этом месте остается на сукне и счищается с него обычными счищающими устройствами папочной машины).
Для ускорения процесса установившегося хода навивания первое звено EI (фиг. 4) снабжается искусственным временным конусом «2, 62, все же следующие за ним звенья уже получат сплошную навивку по всей своей длине в порядке установившегося процесса навивания. Звено EI с навитой на него массой вынимается из машины, навитая труба, если она еще имеет сцепление с поверхностью форматного вала, подвергается дополнительному вальцеванию цилиндрическими валками или обжиму и затем уже снимается со звена, которое устанавливается на месте звена Е. С целью обеспечения плотной и одинаковой структуры навиваемой на форматный барабан асбоцементной массы, поверхности подающего барабана /f, плотно соприкасающейся с навиваемым асбо-цементным материалом. Придают форму тела вращения, подобную поверхности катания этик барабанов друг по другу, соответственно углу наклона их осей, диаметрам труб и толщине подаваемого сукном слоя.
Для осуществления этого способа предлагается машина (фиг. 7-9), делящаяся на две основные части, первая из «оторых представляет папочную машину, состоящую из корыта AI с сетчатым барабаном А, барабана Б снимающего асбоцементную массу с сетчатого барабана А на сукно С, поддерживаемое роликами Ci, стоек с сосуном Т и других обычных устройств ее (отжимные барабаны, очистка сукна и т. п.). Другая часть машины представляет передок, предназначенный для изготовления асбо-цементных труб и сосуоящий из стоек А и А, поддерживающих супорты М VI Н, которые несут на себе подшипники для валов двух барабанов X и Дх, прижимающихся к форматному барабану EZ- Один из барабанов ДДь верхний или нижний или третий им подобный, огибается сукном С, при чем вся первая часть машины-папочная часть-располагается своей средней осью перпендикулярно к оси этого барабана.
Если бы сукно огибало верхний барабан Д1, то папочная часть расположилась бы соответственно оси этого барабана; в случае же, если оба барабана будут снабжены каждый своим рабочим сукном, от своего отдельного сетчатого барабана, то папочные части этих барабанов расположились бы независимо друг от друга, каждая соответстэенно оси своего барабана. Супорты М та. Н устроены так, что подшипники барабанов Д vs. Д могут перемещаться вертикально, горизонтально и поворачиваться, как вокруг горизонтальных осей мм и нн (фиг. 7)
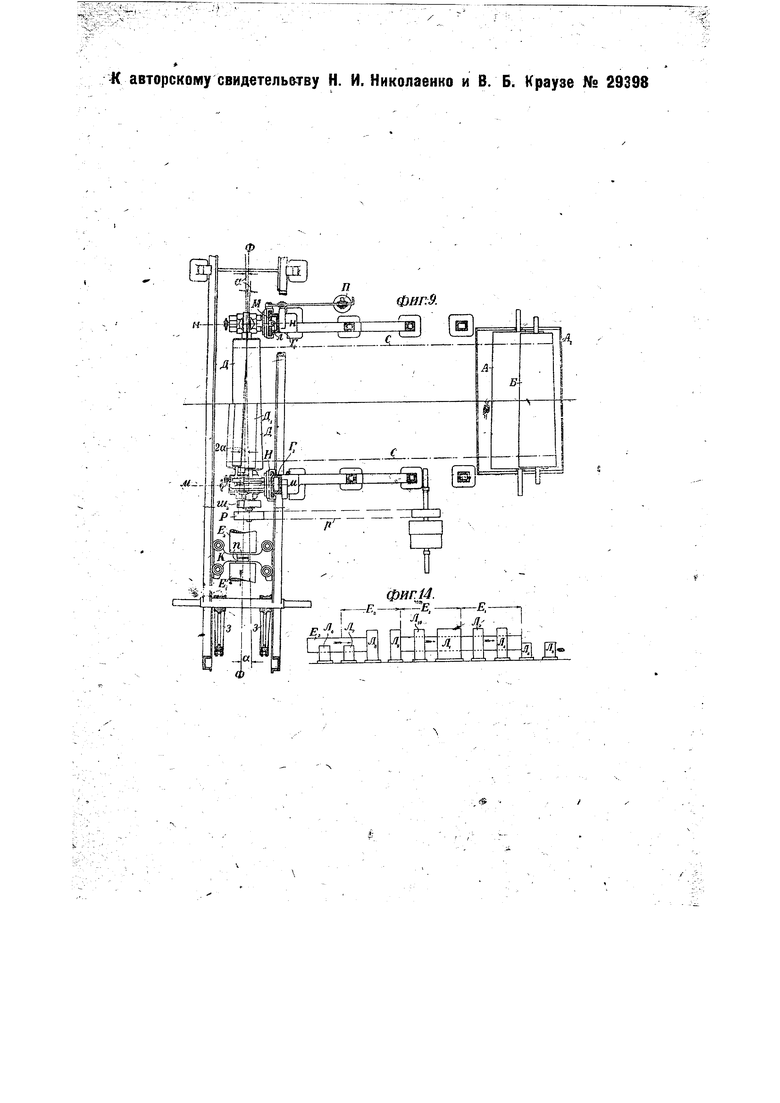
так h вокруг вертикальных и HJ (фиг. 8). Такое устройство ов|еспечивает .юлную подвижность установки подшип.шков соответственно потребному взаимному расположению барабанову:, j и Д. Супорты УИ снабжены противовесом П и перемещаютс) вертикально при помощи бычного винта Л с моховичком л j (. 7, 9) при чем ,становленное и jbiBepeHHoe положение подшипников 6apiана закрепляется обычными стопорными б.тройствАми, пpeпятcтвyJoщими смещени о алазок по их направляющим. Верхние упбрты Н снабжены нажимными рычагами грузом для прижимания барабанов i к форматному валу Е. Однако, эти нажимные устройства могут быть опущены и конструкция су порта rt может быть одинаковой ,с конст укцией нижнего супорта УИ, т.-е, с управлением салазок супЬрта от винта и с закреплением выверенного полоиСенияг оси барабана Дь наглухо при помощи стопорных зажимов. Ось Ф, Ф форматного барабана Е (фиг. 9) отклонена от оси нижнего огибаемого сукном барабана на угол а, величина которого зависит от диаметра изготовляемых труб и от толщины асбо-цементной массы. Ось верхнего барабана также наклонена к оси форматного вала под углом а, и, следовательно, относительно оси нижнего, барабана под углом 2а. Движе ние барабан Д получает от контрпривода при помощи ремня р и шкива Р, на валу которого сидит малая шестерня Ш1 (фиг. 7), сцепляющаяся с зубчатым колесом ш (фиг. 7-9), укрепленным на валу барабана /f. Если машина будет выполняться только для данного размера труб, то перемещения супортов М н Н будут нужны лишь постольку, поскольку они дают удобства для сборки и разборки; вообще же .говоря, положение подшипников тогда может быть закреплено намертво и сами кронштейны превращены в приливы или привернутые наглухо части, равно как подшипники на них. Бесконечный фО(: матный барабан Е состоит из звеньев i 2, Снабженных шипами п, посредством которых они устанавливаются в углублбния 5 кареток К (фиг. 8-9). Последние связаны бесконечными цепями, огибающими ведущие их звездчатые колеса при вращении которых каретки К прохоят весь верхний горизонтальнь1Й руть и,
освободившись от звена форматного вала, опускаются вниз или в стороны, нзправляя1Ьь к своему исходному положени, где на них снов устанавливается звено форматного . Привод вала колес 3-3 не показан на чертеже, но его основная сущность заключается в том, что он должен допустить любую регулировку движения кареток по отношению к движению барабана Д. Таким образом в данном типе машины подача форматного барабана, т.-е. его перемещение вдоль оси вала за один оборот, является механически регулируемым, что представляет некоторые удобства при изготовлении труб малого и среднего диаметров. Звенья Е, 2 форматного барабана Е, сменяя одно другое, последовательно обвиваются аЬбо-цементной массой, затем они в такой же последовательности снижаются с машины и передаются в прибор для снимания трубы, после чего они снова укладываются в гнезда кареток К.
На фиг. 10-14 изображена видоизмененная машина, передвижение звеньев fj, EZ, ES форматного вала которой осуществляется автоматически фрикционным действием системы барабанов Дь Дз. Дз (фиг. 11-13), выполненных на основах построения поверхностей катания, принятых для осуществления предлагаемого способа.,
Навивающее устройство этой машины (фиг. 12) представляет люнетную систему, состоящую из трех или более барабанов Дь Дз, Дз, среди которых проходит форматный вал Е. Для простоть чертежа показаны три барабана, из коих один-верхний Д-огибается рабочим «укном, подающим материал, а остальные два-осушающими сукнами. Концы валов б|рабанов Д, Да, Дз укреплены в неподвижном лйнетном кожухе К (фиг. 10, 11) и снабжены коническими шестернями ZZ/i, Ш Ills, ведомыми одной общей шестерней ZZ/4, снабженной вторым рядом зубцов, KQTOрыми она сцепляется с приводной шестерней ZZ/5, получающей свое движение от трансмиссии. Между коническими шестернями барабанов и общей для них шестерней могут быть введены еще и паразитные шестерни.,
Звенья форматного вала вне зоны навивания поддерживаются и приводятся в движение от подобных же всдомогательных люнетов Л, Лз-.-Лю, снабженных более короткими барабанами и устроенных подобно описанному люнету навивания; Шестерни этих люнетов получают .движение таким об.разом, чтобы приводимые ими барабаны каждого люнета в точности повторяли движение главных барабанов в люнете навивания и, кроме того, они могут получать по желанию ускоренное или замедленное вращение.
Размещение люнетов таково, что при выходе звена EI форматного вала из люнета навивания, оно поддерживается одним или двумя вспомогательными люнетами, как это показано вправо от главного люнета А (фиг. 14). До момента выхода звена Е из люнета навивания i эти вспомогательные люнеты в точности повторяют движения главного люнета; немедленно же после выхода звена из соприкосновения с барабанами главного люнета, барабаны всех вспомогательных первых люнетов получают ускоренное вращение, которое выносит звено 1 на открытые сверху лю,неты Л, Ла; затем движение последних двух люнетов останавливается, а движение первых опять согласовывается с движением главного люнета. Звено EI может быть теперь снято с открытых сверху люнетов при по|.ощи подъемного приспособления. Подобным же образом звено Яз, положенное на два открытых сверху люнета Лв, Л, ускоренным движением последних продвигается Б следующие вспомогательные люнеты AS, Ад, Лю, ускоренное движение которых в свою очередь продвинет звено 3 в притык к звену 2, находящемуся еще в соприкосновений с барабанами в люнете навивания Ль после чего движение этих моментов согласовывается с движением люнета навивания.
Предмет изобретение
1. Способ изготовления асбо-цементных труб из навиваемой на форматный барабан массы, получаемой из асбо-цементной машины, отличающийся тем, что массу, снимаемую с сукна, охватывающего поаюи ий барабан, навивают вдоль форматого барабана коническими спиральными лоями, с каковой .целью оси вращения одающего и форматного барабанов располагают под некоторым углом друг
к другу, определяющим угол наклона спирально ложащихся слоев массы, и приводят приемный форматный барабан в непрерывное поступательное движение вдоль его оси.
2.Прием осуществления означенного
в п. 1 способа, отличающийся тем, что для обеспечения плотной и одинакрвой. структуры навиваемой на форматный ба; рабан асбо-цементной массы поверхности подающего барабана, плотно соприкасаю/ щейся с навиваемым на форматный ЕЙЛ асбо-цементнЫм материалом, придают ( му тела вращения, подобную поверхнрсти катация этих барабанов друг по другу, соответственно углу наклона их. осей, диаметрам труб и толщине слоя, подаваемого сукном.
3.Машина для изготовления асбоцементных труб по способу, охарактеризованному в п.п. 1 и 2, с механическим регулированием подачи форматного барабана, отличающаяся тем, что в качестве форматного барабана, служащего для навивания конусообразных спирально распо; ложенных слоев массы, применены звенья Е, Е, EQ, устанавливаемые при помощи шипов пп в углубления кареток К в верхнем их положении, получающих равномерное поступательное движение от трансмиссии, связанной, например, с звездчатыми колесами 3 и допускающей любую регулировку движения кареток по отношению к вращению барабана Д.
4.В означенной в п. 3 машине применение служащих для поддержки подшипников барабанов Д и Дх-установочных супортов М W. Н, поворотных как вокруг горизонтальных, так и вокруг вертикальных осей и передвижных в вертикальном и горизонтальном направлениях.
5.Видоизменение означенной в п. 3 машины, отличающееся тем, что поступательное передвижение звеньев Е, Е, Еу форматного вала осуществляется в ней автоматически фрикционным действием системы барабанов Дх Дг, Дз (фиг. 11-14), выполненных на основах построения поверхностей катания, .принятых для осущестйления предлагаемого способа, ирасположенных в виде дополнительных люнетов Лз, Лз... и Лю, по обе стороны главного люнета Ль производящего навивку массы.
6. В означенной в п. 5 машине прийенение, кроме главной, также и вспомогательных люнетных систем, с регулировкой движения в них барабанов, независимо от движения барабанов в люнете
навивания.


фИГ.1.
С -сС -руй
У
фиг.2.
фиг. 5.
- --17
фиг. 6.
Е
Я. с.
фиг. л.
М-
J
-О - фиПГ П f фжЮ « Г фнг.З фиг./2. л „г-- Л I

