Изобретение относится к области изготовления круииогабаритиых пневматических шин, исиользуемых на машинах для перевозки земли.
При изготовлении крупногабаритных шии по известному способу, включающему сборку и формирование каркаса, иаложение подушечного слоя и протектора, формование и вулканизацию, в процессе формования и вулкаиизации вследствие перетекания резины в глубокий рисунок формуюш,ей матрицы происходит деформация каркаса и иодушечного слоя, приводящая к иарушению ровной, правильиой тороидальной формы каркаса и возникновению волнистости.
С целью устраиения указанного недостатка, иаложение протектора осуществляют последовательным нанесение.м на поверхность каркаса с подущечпым слоем предварительно отформованных из сырой резины отдельных эле.ментов рисунка протектора, вогнутая посадочная поверхность которых имеет предпочтительно радиус кривизны больше, чем радиус кривизны посадочной наружной поверхности каркаса в меридиональном сечении. На посадочной поверхности каждого элемента протектора желательно сделать иродольные и поперечные канавки для отвода воздуха. Кромки каждого иакладываемого элемеита можно выполнить с фасками таким образом, чтобы в местах стыка двух прилегающих элементов
протектора образовалась V-образная канавка, способствующая уменьшению захвата воздуха при формовании и вулканизации.
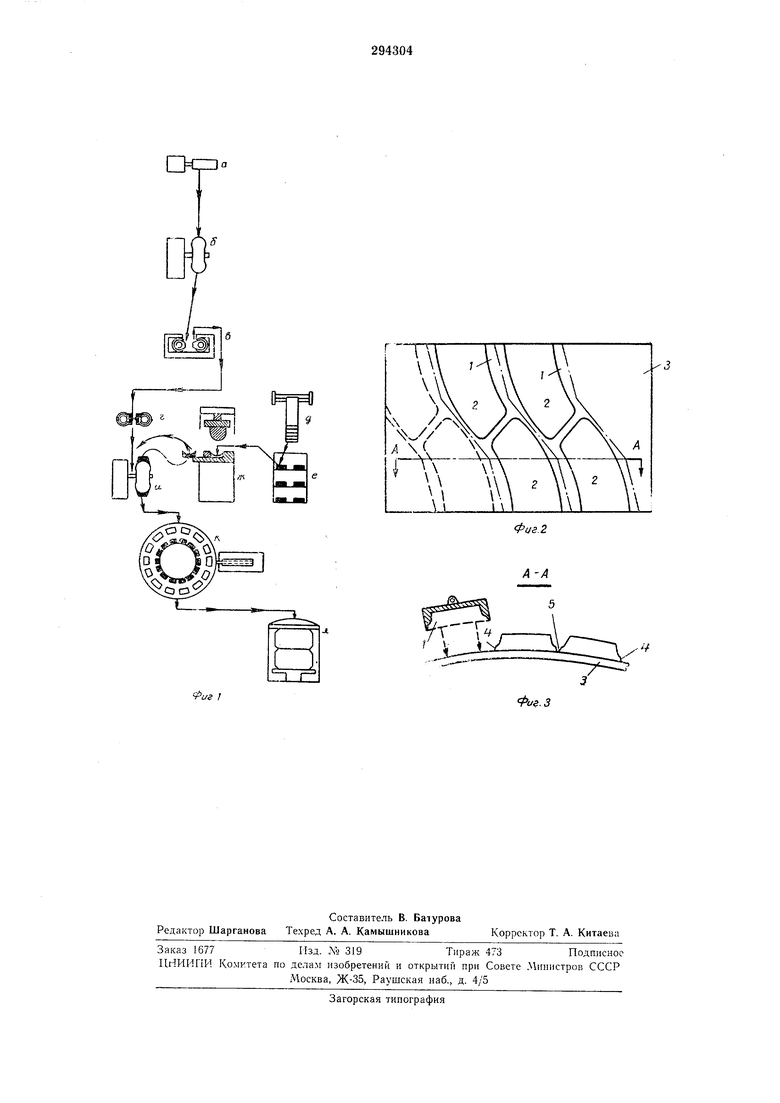
На фиг. 1 изображена схема технологического потока изготовления шины; на фиг. 2 - вид сверху на часть протектора шины; на фиг. 3 - разрез по А-А на фиг. 2.
Каркас покрышки изготовляют обычным способом на придающем форму устройстве (фиг. 1, а), где ему с помощью диаф|рагмы (фиг. 1, б), придают окончательную форму поперечного сечения шины и окончательный размер. Затем на каркас наносят подушечный слой и поверх него - еще один слой резины. Носле этого не имеющую протектора покрышку снимают с придающего форму устройства, вставляют в иее вулканизационный мешок (фиг. 1, в) и бортовые (фиг. 1, г) На позициях д, е н ж происходит изготовление отдельных элементов протектора из сырой реЗИНЫ, причем наружная поверхность этих элементов имеет конфигурацию, соответствующую рисунку протектора готовой покрышки.
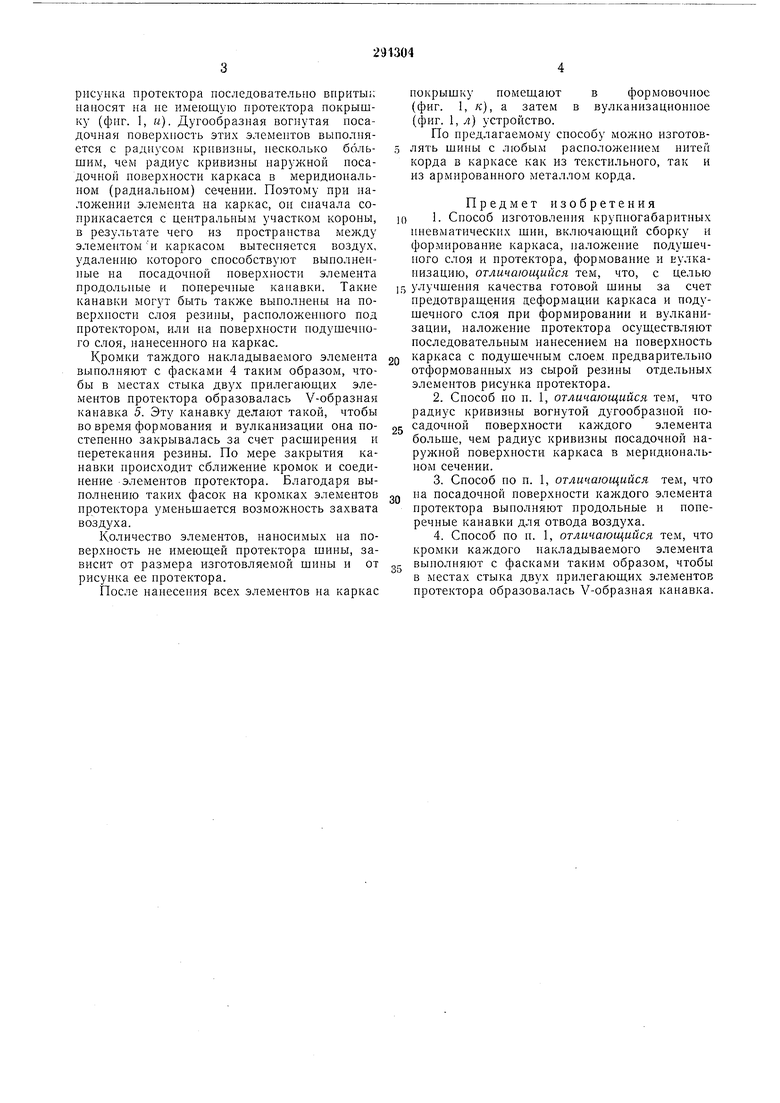
Предварительно отформованные элементы протектора могут охватывать один или несколько элементов его рисунка. На фиг. 2 показан элемент 7 протектора, охватывающий два выступа 2 рисунка протектора, которы( помещен на не имеющую протектора покрышку 3. Предварительно отформованные элементы
рисунка протектора последовательно вприты;; наносят на не И1меющую протектора покрышку (фнг. 1, и). Дугообразная вогнутая посадочная поверхность этнх элементов выполняется с радиусом крнвнзны, несколько большим, чем радиус кривизны наружной носадочной новерхности каркаса в меридиональном (радиальном) сечении. Поэтому при наложении элемента на каркас, он сначала сонрикасается с центральным участком короны, в результате чего из пространства между элементоми каркасом вытесняется воздух, удалению которого способствуют выполненные на посадочной новерхностн элемента продольные и поперечные канавки. Такие канавки могут быть также выполнены на новерхности слоя резины, расположенного под протектором, или на поверхности подушечного слоя, нанесенного на каркас.
Кромки таждого накладываемого элемента выполняют с фасками 4 таким образом, чтобы в местах стыка двух прилегаюш,их элементов протектора образовалась V-образная канавка 5. Эту канавку делают такой, чтобы во время формования и вулканизации она постепенно закрывалась за счет расширения и неретекания резины. По мере закрытия канавки нроисходнт сближение кромок и соединение элементов протектора. Благодаря выполнению таких фасок на кромках элементов нротектора уменьшается возможность захвата воздуха.
Количество элементов, наносимых на поверхность не нмеюш,ей протектора шипы, зависит от размера изготовляемой шнны и от рисунка ее протектора.
После нанесения всех элементов на каркас
покрышку помешают в формовочное (фнг. 1, к), а затем в вулканизацнонное (фиг. 1, л) устройство.
По нредлагаемому способу можно изготов5 лять шины с любым расположением нитей корда в каркасе как из текстильного, так и нз армированного металлом корда.
Предмет изобретения 10 1. Способ изготовления крупногабаритных невматических шин, включающий сборку и формирование каркаса, наложение подушеч1ЮГО слоя н нротектора, формование и вулканизацию, отличающийся тем, что, с целью 5 улучшения качества готовой шины за счет нредотвращения деформации каркаса и подушечного слоя при формировании и вулканизации, наложение протектора осуществляют последовательным нанесением на новерхиость каркаса с подушечным слоем нредварительно отформованных нз сырой резины отдельных элементов рисунка нротектора.
2.Снособ по п. 1, отличающийся тем, что радиус кривизны вогнутой дугообразной но5 садочной поверхности каждого элемента больше, чем радиус кривизны посадочной наружной поверхности каркаса в меридиональном сечении.
3.Снособ но п. 1, отличающийся тем, что па посадочной поверхности каждого элемента
протектора выполняют продольные н поперечные канавки для отвода воздуха.
4.Снособ по п. 1, отличающийся тем, что кромки каждого накладываемого элемента
g вынолняют с фасками таким образом, чтобы в местах стыка двух прилегающих элементов нротектора образовалась V-образная канавка.
Фиг.2
A-A
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2837096C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| Шина автомобильная бескамерная непрокольная | 2019 |
|
RU2733890C1 |
| Способ изготовления пневматических шин и устройство для его осуществления | 1984 |
|
SU1431666A3 |
| Способ сборки покрышек пневматическихшиН | 1979 |
|
SU821195A1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ДИАГОНАЛЬНЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1995 |
|
RU2092312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2057019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРА ШИНЫ С ГРУНТОЗАЦЕПАМИ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2660091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРА ШИНЫ С ГРУНТОЗАЦЕПАМИ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2669848C2 |