Известен способ формовки деталей по меньшей мере с одним кольцевым торцом, заключающийся Б том, что деталь осаживают формующим инструментом, который устанавливают со стороны указанного торца и которому сообщают осевое перемещение в направлении, перпендикулярном торцу.
Недостатком известного способа является невозможность интенсивного смещения в радиальном направлении металла торцовой части детали из-за больших радиальных сил трения в зоне контакта детали с торцом пуансона.
Предлагаемый способ отличается от известного тем, что к торпу детали, кроме осевого усилия осадки, прикладывают тангенциальные усилия, уменьшающие радиальные составляющие сил трения в зоне контакта детали с формующим инструментом. Тангенциальные усилия создают вращением формующего инструмента вокруг его оси. При этом наружная поверхность всей детали или ее торцовой части должиа иметь выпуклую форму, обеспечивающую преимуществеиное смещение внутри металла торцевой части детали. Для сокращения времени изготовления детали ее формуют одновременно по обоим торцам. С целью уравновешивания детали при обработке формующие инструменты вращают в противоположных направлениях.
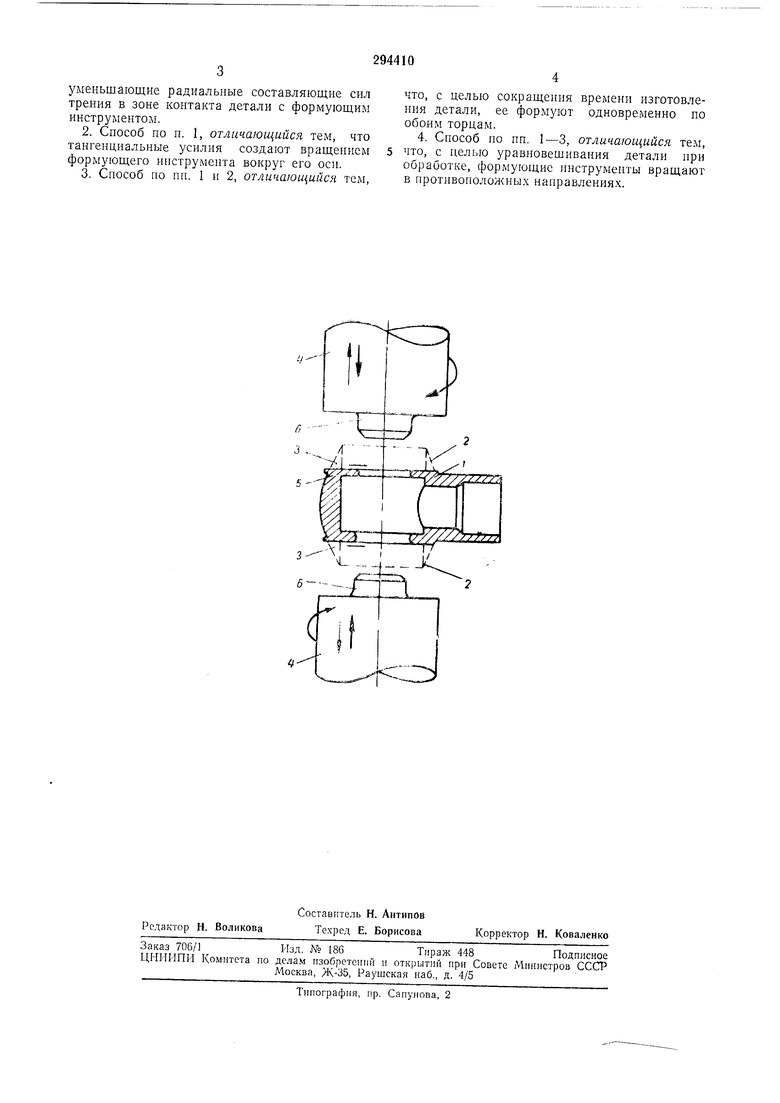
На чертеже показана формовка детали осадкой вращающимися формующими инструментами. Обрабатываемая деталь 1 с выпуклой наружной поверхностью 2 и кольцевыми торцами .3 обжимается формующпмн штструментами 4. Для получения внутроипих буртиков 5 заданного диаметра торцы инструментов 4 снабжены цил1 ндрическими выступами 6.
Благодаря вращению формующих инструментов и их сближеишо, а также благодаря выпуклой наружной поверхности 2, металл торцов 3 смеш,астся в радиальном направлении преимущественио внутри детали, образуя буртики 5.
Предмет изобретения
1. Способ формовки деталей по меньшей мере с одним кольцевым торцом, заключающийся в том, что деталь осаживают формующим инструментом, который устаьавливают со стороны указанного торца и которому сообщают осевое перемещение в направлении, перпендикулярном торцу, отличающийся тем, что, с целью интенсификации смещения в радиальном направлении металла торцовой части детали, кроме осевого усилия, к торцу деуменьшающие радиальные составляющие сил трения в зоне контакта детали с формующим инструментом.
2.Способ по п. 1, отличающийся тем, что тангенциальные усилия создают вращением формующего инструмента вокруг его оси.
3.Способ по пп. 1 и 2, отличающийся тем,
что, с целью сокращения времени изготовления детали, ее формуют одновременно по обоим торцам.
4. Способ по пп. 1-3, отличающийся тем, что, с целью уравновешивания детали ири обработке, формующие инструменты вращают в противоположных направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ ДЕТАЛЕЙ | 1972 |
|
SU360138A1 |
| Способ изготовления изделий | 1978 |
|
SU749524A1 |
| Способ изготовления деталей с фланцем | 1988 |
|
SU1611514A1 |
| Способ формовки пустотелых изделий | 1975 |
|
SU640808A1 |
| Способ изготовления сферических шарниров | 1987 |
|
SU1466905A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КОЛЬЦЕВЫХ ДИСКОВ | 1973 |
|
SU383501A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ И ПРИЗМАТИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166398C2 |
| ТУРБИННЫЙ РАСХОДОМЕР | 1969 |
|
SU241724A1 |
| Способ деформирования заготовки | 1974 |
|
SU508321A1 |
| Способ торцовой раскатки полых цилиндрических изделий с фланцем | 1985 |
|
SU1328039A1 |