Изобретение относится к обработке металлов давлением и мсжет быть использовано при изготовлении деталей с тонким фланцем, типа деталей корпусов мощных полупроводниковых приборов.
Целью изобретения является расширение технологических возможностей, повышение производительности, качества получаемых деталей и снижение расхода металла.
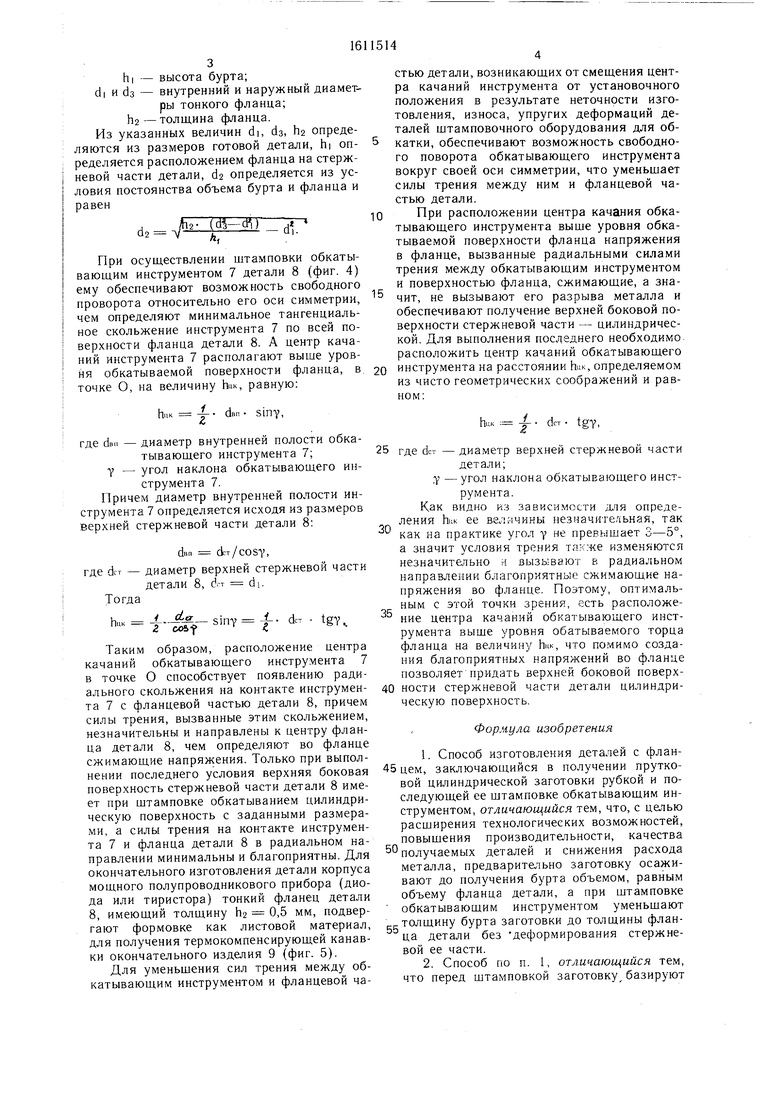
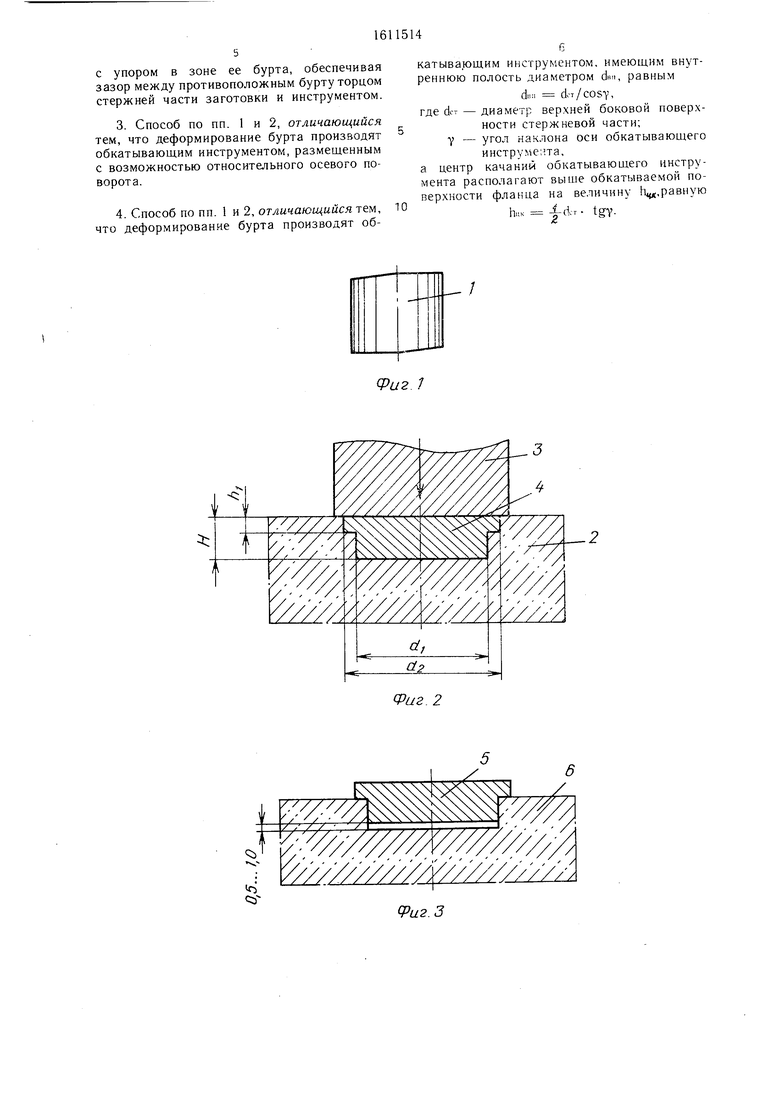
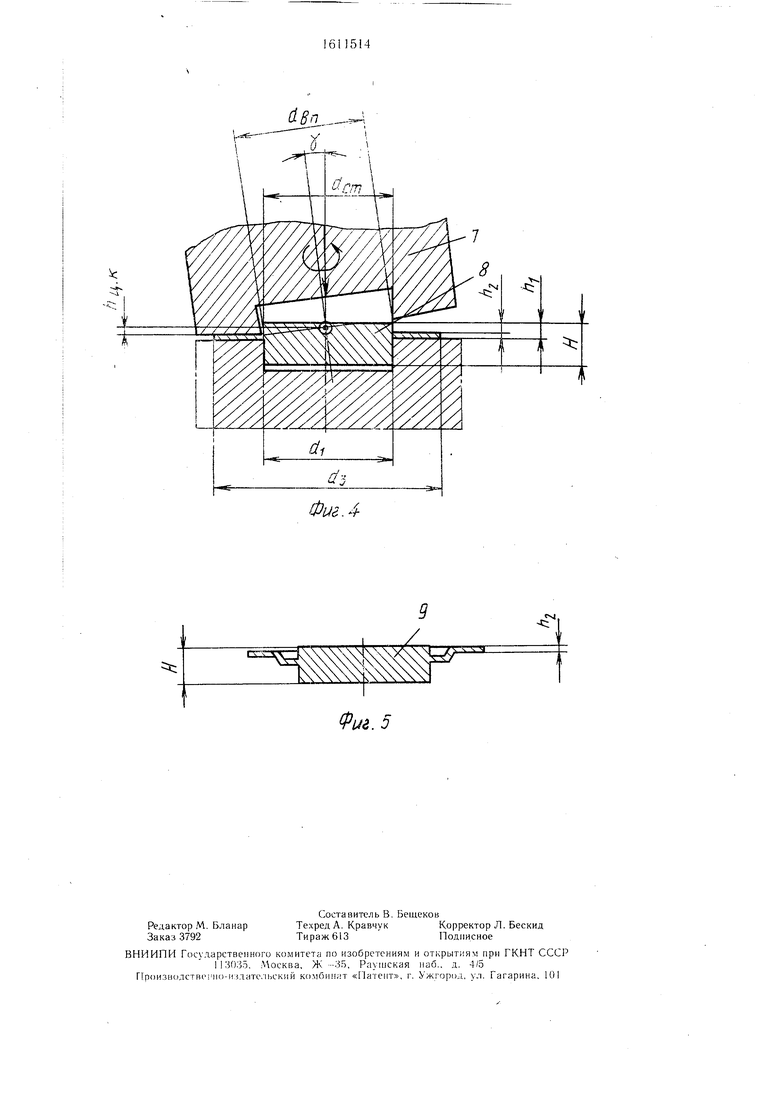
На фиг. 1 представлена исходная прутковая заготовка; на фиг. 2 - схема получения промежуточной заготовки осадкой и штамповкой; на фиг. 3 - схема размещения промежуточной заготовки в инструменте для обкатывания; на фиг. 4 - схема формирования детали обкатыванием; на фиг. 5 - готовая деталь после окочательной формовки фланца.
Способ осуществляют следующим образом.
Отрубленную от прутка заготовку 1 (фиг. 1) укладывают в щтамп.2 (фиг. 2)
и воздействуют на нее пуансоном 3 до IK,- лучения промежуточной заготовки 4. обнюй высотой ,2 мм с раз.мерами оурт;) di 35 мм, ,3 мм, hi 3,0 мм (величина hi определяется расположением фланца ii;i стержневой части). На с.чедующе.м эташ- заготовку 5 (фнг. 3) размещают в i:iTa ine 6 с гарантированным зазором между нижним торцом заготовки 5 и дном 1нтампа 6. Поэтому при штамповке обкатывающим инструментом 7 (фиг. 4), имеющим внутреннюю полость, деформируют татько металл бурта, из которого набирается тонкий фланец детали 8 с размерами мм, d,4 60,0 мм, ,5 мм. При этом высота детали 8 не изменилась по сравнению с промежуточной заготовкой 4. Для изготовления фланцевой части необходимо выполнение условия 2 2 «
hi- (d2-di) h2- (ds-di), где di и d2 - внутренний и наружный диаметры бурта;
О
сд
4
hi - высота бурта;
(ji и da - внутренний и наружный диаметры тонкого фланца; 2-толщина фланца. Из указанных величин di, Аз, Ы определяются из размеров готовой детали, hi определяется расположением фланца на стержневой части детали, dz определяется из условия постоянства объема бурта и фланца и равен
d,- )1Г
При осуществлении штамповки обкатывающим инструментом 7 детали 8 (фиг. 4) ему обеспечивают возможность свободного проворота относительно его оси симметрии, чем определяют минимальное тангенциальное скольжение инструмента 7 по всей поверхности фланца детали 8. А центр качаний инструмента 7 располагают выше уровня обкатываемой поверхности фланца, в точке О, на величину Ык, равную:
huK -|-- dan. sin7,
Рде da,, диаметр внутренней полости обкатывающего инструмента 7; Y - угол наклона обкатывающего инструмента 7.
Причем диаметр внутренней полости инструмента 7 определяется исходя из размеров верхней стержневой части детали 8:
den dr/cosy, Рде dcT - диаметр верхней стержневой части
детали 8, d.-т di. Тогда
h- -|-
tgY
Таким образом, расположение центра качаний обкатывающего инструмента 7 в точке О способствует появлению радиального скольжения на контакте инструмента 7 с фланцевой частью детали 8, причем силы трения, вызванные этим скольжением, незначительны и направлены к центру фланца детали 8, чем определяют во фланце сжимающие напряжения. Только при выполнении последнего условия верхняя боковая поверхность стержневой части детали 8 имеет при штамповке обкатыванием цилиндрическую поверхность с заданными размерами, а силы трения на контакте инструмента 7 и фланца детали 8 в радиальном направлении минимальны и благоприятны. Для окончательного изготовления детали корпуса мощного полупроводникового прибора (диода или тиристора) тонкий фланец детали 8, имеющий толщину h2 0,5 мм, подвергают формовке как листовой материал, для получения термокомпенсирующей канавки окончательного изделия 9 (фиг. 5).
Для уменьщения сил трения между обкатывающим инструментом и фланцевой частью детали, возникающих от смещения центра качаний инструмента от установочного положения в результате неточности изготовления, износа, упругих деформаций деталей штамповочного оборудования для обкатки, обеспечивают возможность свободного поворота обкатывающего инструмента вокруг своей оси симметрии, что уменьшает силы трения между ним и фланцевой частью детали.
При расположении центра качания обкатывающего инструмента выше уровня обкатываемой поверхности фланца напряжения в фланце, вызванные радиальными силами трения между обкатывающим инструментом и поверхностью фланца, сжимающие, а значит, не вызывают его разрыва металла и обеспечивают получение верхней боковой поверхности стержневой части - цилиндрической. Для выполнения последнего необходимо, расположить центр качаний обкатывающего
инструмента на расстоянии Ык, определяемом из чисто геометрических соображений и равном;
huK :
tgT,
5 где dcT - диаметр верхней стержневой части
детали;
:у - угол наклона обкатывающего инструмента.
Как видно из зависимости для определения Ь;к ее величины незначительная, так как на практике угол у не превышает 3-5°, а значит условия трения также изменяются незначительно и вызывают в радиальном направлении благоприятные сжимающие напряжения во фланце. Поэтому, оптимальным с этой точки зрения, есть расположе- ние центра качаний обкатывающего инструмента выше уровня обатываемого торца фланца на величину Ьш, что помимо создания благоприятных напряжений во фланце позволяет придать верхней боковой поверх- 0 ности стержневой части детали цилиндрическую поверхность.
Формула изобретения
. Способ изготовления деталей с флан- 45цем, заключающийся в получении прутковой цилиндрической заготовки рубкой и последующей ее штамповке обкатывающим инструментом, отличающийся тем, что, с расширения технологических возможностей, повышения производительности, качества 50 получаемых деталей и снижения расхода металла, предварите тьно заготовку осаживают до получения бурта объемом, равным объему фланца детали, а при штамповке обкатывающим инструментом уменьшают толщину бурта заготовки до толщины флан- ца детали без деформирования стержневой ее части.
2. Способ по п. 1, отличающийся тем, что перед штамповкой заготовку базируют
5
С упором в зоне ее бурта, обеспечивая зазор между противоположным бурту торцом стержней части заготовки и инструментом.
3. Способ по пп. 1 и 2, отличающийся тем, что деформирование бурта производят обкатывающим инструментом, размещенным с возможностью относительного осевого поворота.
4 Способ по пп. 1 и 2, отличающийся 7&м, что деформирование бурта производят об
б
0
катывающим инструментом, имеющим внутреннюю полость диаметром dmi, равным
dc:i d-T/COS
Рде dcT - диаметр верхней боковой поверхности стержневой части; Y угол наклона оси обкатывающего
инструме; та,
а центр качаний обкатывающего инструмента располагают выше обкатываемой поверхности фланца на величину Ь.равную
huK |-(1т . tgV.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
| Способ изготовления полых ступенчатых деталей | 1988 |
|
SU1622072A1 |
| Способ штамповки металлических заготовок | 1986 |
|
SU1430146A1 |
| Машина для штамповки обкатыванием | 1989 |
|
SU1652017A1 |
| СПОСОБ ШТАМПОВКИ С ОБКАТКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2338615C2 |
| Способ изготовления поковок фланцевых валов | 1986 |
|
SU1412868A1 |
| Инструмент для штамповки обкатыванием | 1987 |
|
SU1530303A1 |
| Способ изготовления осесимметричных заготовок | 1990 |
|
SU1738464A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ | 1994 |
|
RU2108183C1 |
| Способ изготовления плоских заготовок | 1979 |
|
SU863090A1 |
Изобретение относится к обработке металлов давлением, в частности к способам получения деталей с фланцем. Цель изобретения - расширение технологических возможностей, повышение производительности, качества получаемых деталей и снижение расхода металла. Промежуточную заготовку с фланцем получают осадкой и штамповкой прутковой цилиндрической заготовки. Затем промежуточную заготовку деформируют, прилагая усилие обкатки к фланцевой части и производя поворот обкатывающего инструмента вокруг своей оси. При реализации процесса создаются условия по благоприятному напряженному состоянию в зоне расположения фланца и формированию боковой цилиндрической поверхности стержневой части изделия. 3 з.п. ф-лы, 5 ил.
fPu2 1
Фиг. 2
(Pu2.3
Фи&.:
t:
Фи. 5
Z
r
| Способ изготовления плоских заготовок | 1979 |
|
SU863090A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
