1
Известен способ изготовления плоских кольцевых дисков из ПОЛОЙ цилиндрической заготовки, при котором заготовку обжимают на конус и затем осаживают в осевом направлении.
Однако известный способ не обеспечивает получения дисков повышенной точности по толщине и наружному диаметру вследствие утонения наружной кромки диска и неконтролируемого течения металла в радиальном направлении.
Цель изобретения - повысить точность изготовленных дисков по толщине к наружному диаметру, а также обеспечить возможность использования заготовок, полученных из полосы посредством продольной ее гибки и последующей сварки встык.
Для этого по предлагаемому способу обжатую на конус заготовку предварительно нагревают, а затем, в процессе осаживания, к ее торцу большего диаметра прилагают усилия, направленные к оси заготовки.
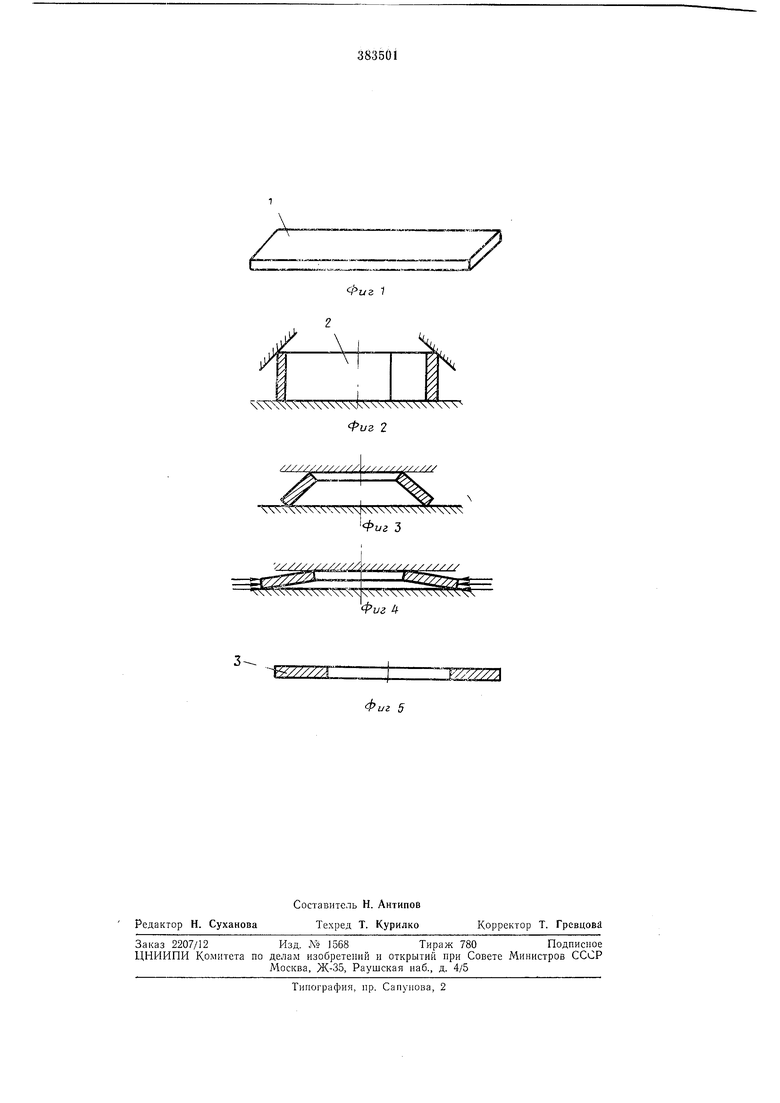
На фиг. 1 изображена исходная полосовая заготовка, которая обрабатывается предлагаемым способом; па фиг. 2 - начальная стадия обжима на конус полой цилиндрической заготовки, полученной из полосы гибкой и сваркой; на фиг. 3 - начальная стадия осадки обжатой на конус заготовки; на фиг. 4 - момент приложения к заготовке усилий при осадке; на фиг. 5 - готовое изделие.
Изготовленная гибкой и последующей сваркой встык из ПОЛОСЫ / полая цилиндрическая трубчатая заготовка 2 подвергается предварительно нагреву } затем осаживанию в плоских бойках.
В расчетный момент осал нвания к торцу большего диаметра заготовки прилагают направленные к ее осп усилия, предотвращающие утонение заготовки и обеспечивающие получение кольца 3 правильной круглой формы.
В зависимости от степени обжима усилия к заготовке могут быть приложены как в начале осаживания, так и позже, в процессе осал ивания.
Предмет изобретения
Способ изготовления плоских кольцевых дисков из ПОЛОЙ цилиндрической заготовки, при котором заготовку обжимают на конус и затем осаживают в осевом направлении, отличающийся тем, что, с целью повышения точности дисков по толщине и наружному диаметру, а также обеспечения возмол ности использования сварных заготовок, в процессе осаживания к торцу большего диаметра обжатой на конус заготовки прилагают усилия, направленные к ее оси, при этом заготовку предварительно нагревают.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1977 |
|
SU719750A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления плоских кольцевых дисков | 1982 |
|
SU1166879A1 |
| Способ формовки фланцев на полой цилиндрической детали | 1985 |
|
SU1355339A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КОЛЕЦ | 1970 |
|
SU277707A1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Способ изготовления поковок типа дисков | 1978 |
|
SU1033254A1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
W////7X
Фиг 4
