(54) СПОСОБ ФОРМОВКИ ПУСТОТЕЛЫХ ИЗДЕЛИЙ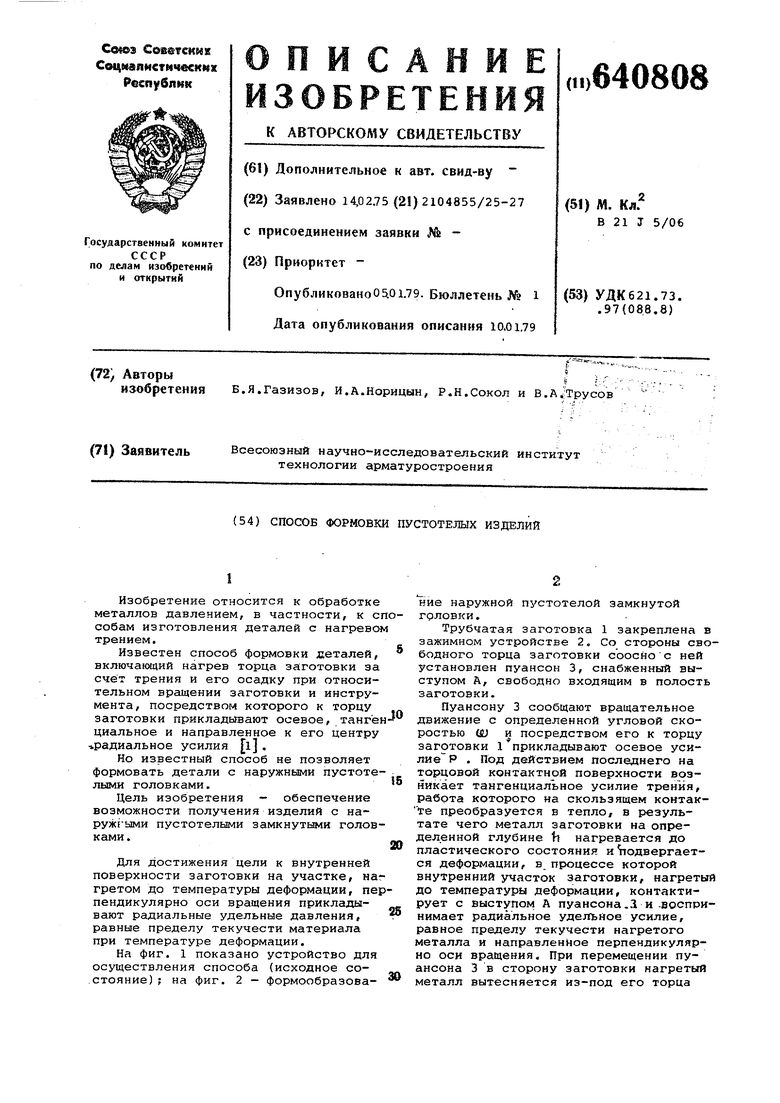
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формовки деталей | 1977 |
|
SU733833A1 |
| Способ формовки полых деталей | 1978 |
|
SU893372A1 |
| Способ изготовления деталей | 1980 |
|
SU912383A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2001 |
|
RU2191654C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2111809C1 |
| Способ изготовления днищ баллонов | 1981 |
|
SU978976A1 |
| Способ изготовления деталей | 1980 |
|
SU935192A1 |
| Способ термофрикционной штамповки | 1978 |
|
SU863138A1 |
| СПОСОБ ПРЕССОВАНИЯ | 1995 |
|
RU2111812C1 |
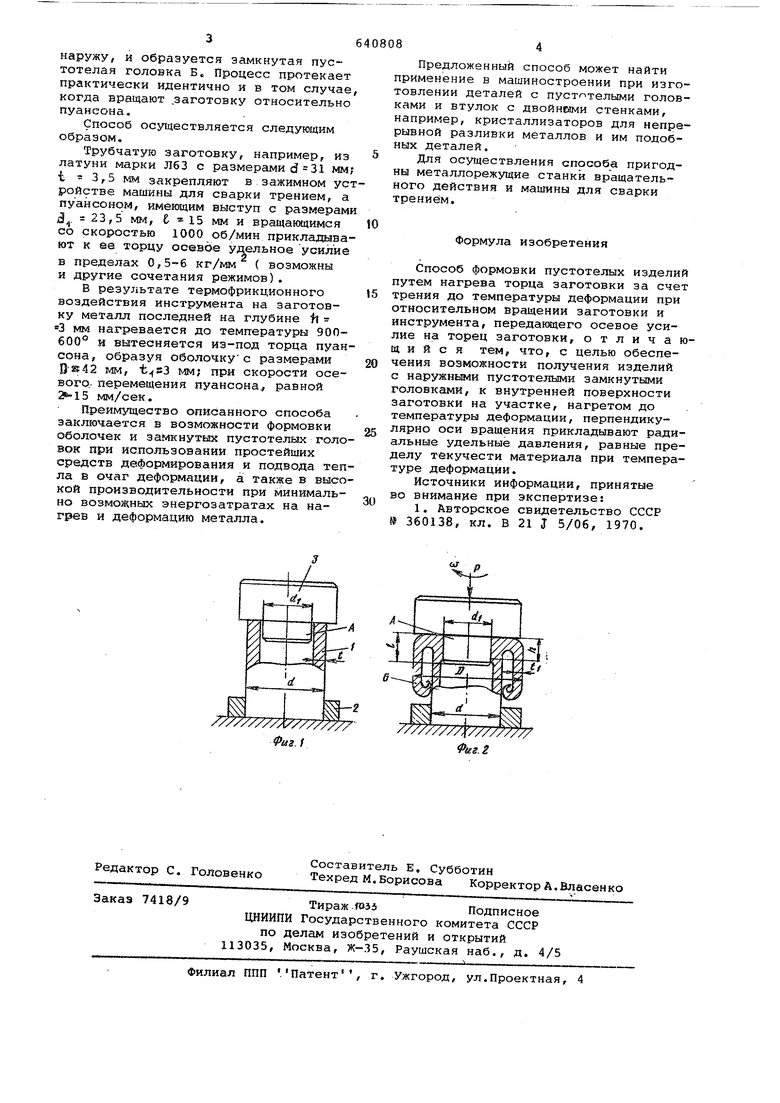
Изобретение относится к обработке металлов давлением, в частности, к сп собам изготовления деталей с нагревом трением. Известен способ формовки деталей, включающий нагрев торца заготовки за счёт трения и его осадку при относительном вращении заготовки и инструмента, посредством которого к торцу заготовки прикладБшают осевое, тангён циальное и направленное к его центру радиальное усилия l. Но известный способ не позволяет формовать детали с наружными пустотелыми головками. Цель изобретения - обеспечение возможности получения изделий с наружгыми пустотелыми замкнутьами головками . Для достижения цели к внутренней поверхности заготовки на участке, наг гретом до температуры деформации, пер пендикулярно оси вращения прикладывают радиальные удельные давления, равные пределу текучести материала при температуре деформации. На фиг. 1 показано устройство для осуществления способа (исходное состояние) ; на фиг. 2 - формообразова ние наружной пустотелой замкнутой головки. Трубчатая заготовка 1 закреплена в зажимном устройстве 2. Со стороны свободного торца заготовки соосйос ней установлен пуансон 3, снабженный выступом А, свободно входящим в полость заготовки. Пуансону 3 сообщают вращательное движение с определенной угловой скоростью (jL) и посредством его к торцу заготовки 1 прикладывают осевое усилие Р . Под действием последнего на торцовой контактной поверхности возникает тангенциальное усилие трения, работа которого на скользящем контакте преобразуется в тепло, в результате чего металл заготовки на определенной глубине Ь нагревается до пластического состояния и подвергается деформации, в процессе которой внутренний участок заготовки, нагретьй) до температуры деформации, контактирует с выступом А пуансона., и-воспринимает радиальное удельное усилие, равное пределу текучести нагретого металла и направленное перпендикулярно оси вращения. При перемещении пуансона 3 в сторону заготовки нагретый металл вытесняется из-под его торца
наружу, и образуется замкнутая пустотелая головка Б« Процесс протекает практически идентично и в том случае, когда вращают ,заготовку относительно пуансона.
Способ осуществляется следующим образом.
Трубчатую заготовку, например, из латуни марки ЛбЗ с размерами мм; t 3,5 мм закрепляют в зажимном устройстве машины для сварки трением, а пуансоном, имеющим выступ с размерами J, 23,5 мм, 15 мм и вращающимся со скоростью 1000 об/мин прикладывают к ее торцу осевое удельное усилие
2
В пределах 0,5-6 кг/мм ( возможны и другие сочетания режимов).
В результате термофрикционного воздействия инструмента на заготовку металл последней на глубине fr 3 мм нагревается до температуры 900600° и вытесняется из-под торца пуансона, образуя оболочку с размерами мм, мм; при скорости осевого., перемещения пуансона равной мм/сек.
Преимущество описанного способа заключается в возможности формовки оболочек и замкнутых пустотелых головок при использовании простейших средств деформирования и подвода тепла в очаг деформации, а также в высокой производительности при минимально возможных энергозатратах на нагрев и деформацию металла.
Предложенный способ может найти применение в машиностроении при изготовлении деталей с пуст телыми головками и втулок с двойнгами стенками, например, кристаллизаторов для непрерывной разливки металлов и им подобных деталей.
Для осуществления способа пригодны металлорежущие станки вращательного действия и мащины для сварки трением.
Формула изобретения
Способ формовки пустотелых изделий путем нагрева торца заготовки за счет трения до температуры деформации при относительном вращении заготовки и инструмента, передающего осевое усилие на торец заготовки, отличающийся тем, что, с целью обеспечения возможности получения изделий с наружньми пустотелыми замкнутыми головками, к внутренней поверхности заготовки на участке, нагретом до температуры деформации, перпендикулярно оси вращения прикладывают радиальные удельные давления, равные пределу текучести материала при температуре деформации.
Источники информации, принятые во внимание при экспертизе:
аг.(
7//////// ///////// Фаг. 2
