Изобретение относится к обработке металлов давлением и может быть использовано при производстве цилиндрических деталей с фланцем.
Цель изобретения - снижение энергоемкости обработки путем уменьшения радиальных составляющих сил трения металла заготовки по цилиндрическому ролику в процессе осадки.
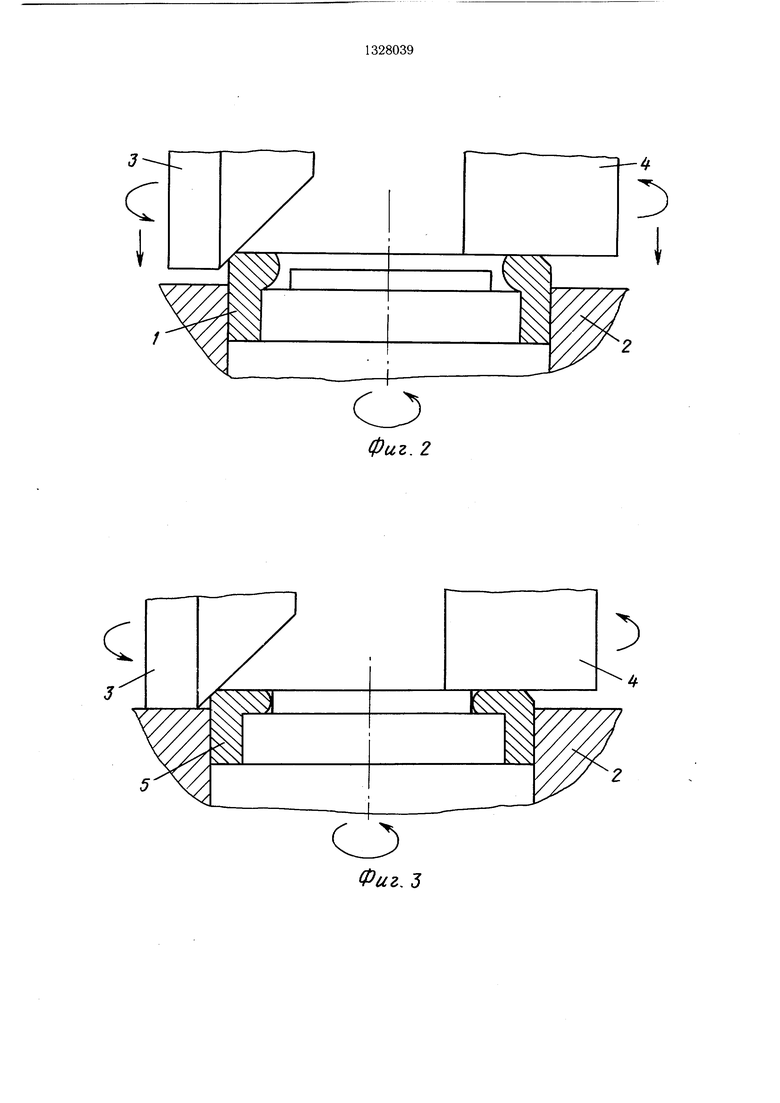
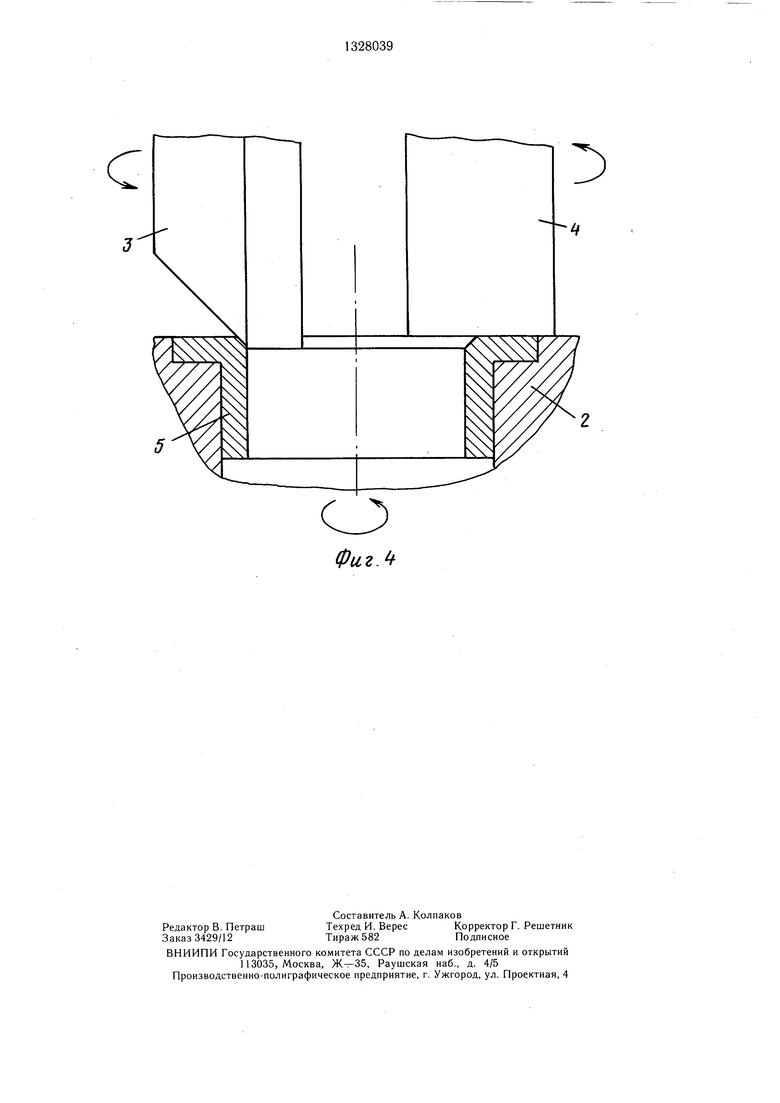
На фиг. 1 показано положение заготовки и роликов в начальный момент раскатки внутреннего фланца изделия; на фиг. 2 - то же, в момент раскатки; на фиг. 3 - то же, в конечный момент раскатки и калибровки. На фиг. 4 - наружный фланец в конечный момент раскатки и калибровки.
Способ торцовой раскатки полых цилиндрических изделий с фланцем включает установку заготовки в матрицу, вращение заготовки и осадку части заготовки, выступающей за матрицу, цилиндрическим роликом, ось которого перпендикулярна.оси матрицы; стенку выступающей части заготовки отгибают коническим роликом в направлении образуемого фланца.
Раскатку заготовки в деталь осуществляют следующим образом.
Полую, цилиндрическую заготовку 1 устанавливают в матрицу 2. При этом деформируемая часть заготовки 1 остается вне матрицы 2. Включают привод вращения матрицы 2 и затем осуществляют осевое перемещение оси с роликами 3 и 4 к матрице 2. Ролик 3, перемещаясь в осевом направлении к матрице 2, касается своей конической деформирующей поверхностью торца заготовки 1 и под воздействием сил трения, возникающих при касании, начинает вращаться, задавая при этом направление течения металла. Металл заготовки 1, перемещаясь по образующим конической деформирующей поверхности ролика 3 в радиальном и осевом направлениях касается цилиндрической деформирующей поверхности ролика 4 и приводит последний во вращение за счет возникающих при касании
сил трения. В конце раскатки по достижении заданной высоты детали прекращают осевое перемещение оси с роликом 3 и 4, не прекращая вращения матрицы, производят
калибровку по высоте и фаске детали 5, удерживая ось с роликами 3 и 4 на заданной высоте.
Пример. Осуществляют торцовую раскатку детали. Втулки со следующими размерами, мм; наружный диаметр ; внутрен- НИИ диаметр ; внутренний диаметр фланца 54, ; толщина фланца ,s ; высота детали ; фаска 2X35°. Материал детали - сталь 45. Заготовка имеет размеры: 0 86.о,„ - 0 70..o,je Ф 27..o,j
Ролик, задающий направление течения металла имеет коническую деформирующую поверхность, образующие которой наклонены под углом 45° к оси ролика. Диаметр цилиндрической части ролика 305 мм. Ролик, осаживающий и формирующий высоту
0 детали имеет диаметр цилиндрической деформирующей поверхности 300 мм. Ролики установлены на оси диаметром 120 мм. Подача роликов на один оборот матрицы 0,4 мм/об. Частота вращения матрицы 60 об/мин. Усилие раскатки 50...58 тс. Время раскатки 20 с, время калибровки 8...10 с.
5
5
Формула изобретения
Способ торцовой раскатки полых цилиндрических изделий с фланцем, при котором заготовку устанавливают в матрицу, приводят последнюю во вращение и осаживают часть заготовки, выступающую за матрицу, цилиндрическим роликом, ось которого перпендикулярна к оси матрицы, отличающийся тем, что, с целью снижения энергоемкости обработки путем уменьщения радиальных составляющих сил трения металла заготовки по цилиндрическому ролику
в процессе осадки, стенку выступающей части заготовки отгибают коническим роликом в направлении образуемого фланца.
/
Ф Фиг.;
Фиг. 2
Фиг, 5
fSS
Фиг.
Составитель А. Колпаков
Техред И. ВересКорректор Г. Решетник
Тираж 582Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4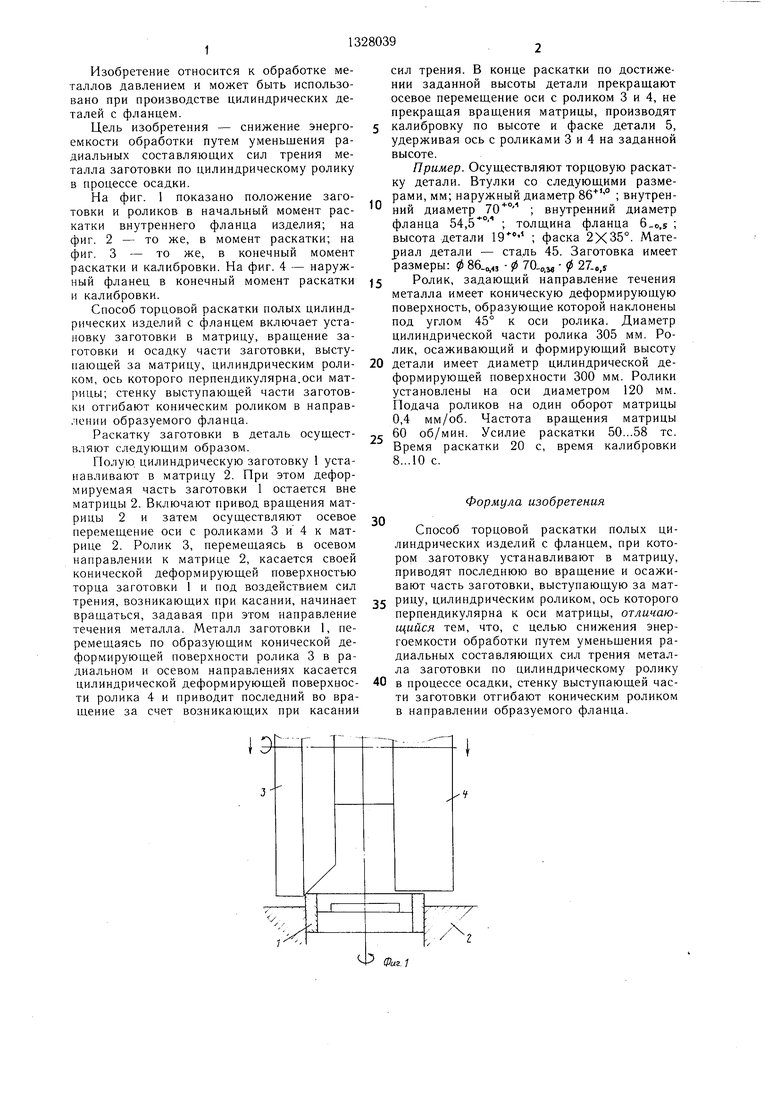
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения осесимметричных деталей | 1986 |
|
SU1488087A1 |
| СПОСОБ ПОЛУЧЕНИЯ БУРТОВ НА ТРУБЧАТЫХ ЗАГОТОВКАХ РАСКАТКОЙ | 2006 |
|
RU2304033C1 |
| СПОСОБ РАСКАТКИ ФЛАНЦЕВ ТРУБЧАТЫХ ЗАГОТОВОК | 2012 |
|
RU2499648C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Способ изготовления деталей раскаткой | 1988 |
|
SU1532165A1 |
| Станок для формообразования фланцев на цилиндрических заготовках | 1979 |
|
SU958007A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2017 |
|
RU2648429C1 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1984 |
|
SU1225657A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
Изобретение относится к технологии торцовой раскатки полых изделий с фланцем и позволет снизить энергоемкость обработки. Для этого в способе предусмотрена отгибка стенки выступающей из матрицы заготовки коническим роликом в направлении образуемого при осадке фланца. В процессе раскатки уменьшаются радиальные составляющие сил трения металла заготовки по осаживающему цилиндрическому ролику. 4 ил. ее ьо 00 со со
| Патент США № 3846886, кл | |||
| Солесос | 1922 |
|
SU29A1 |
