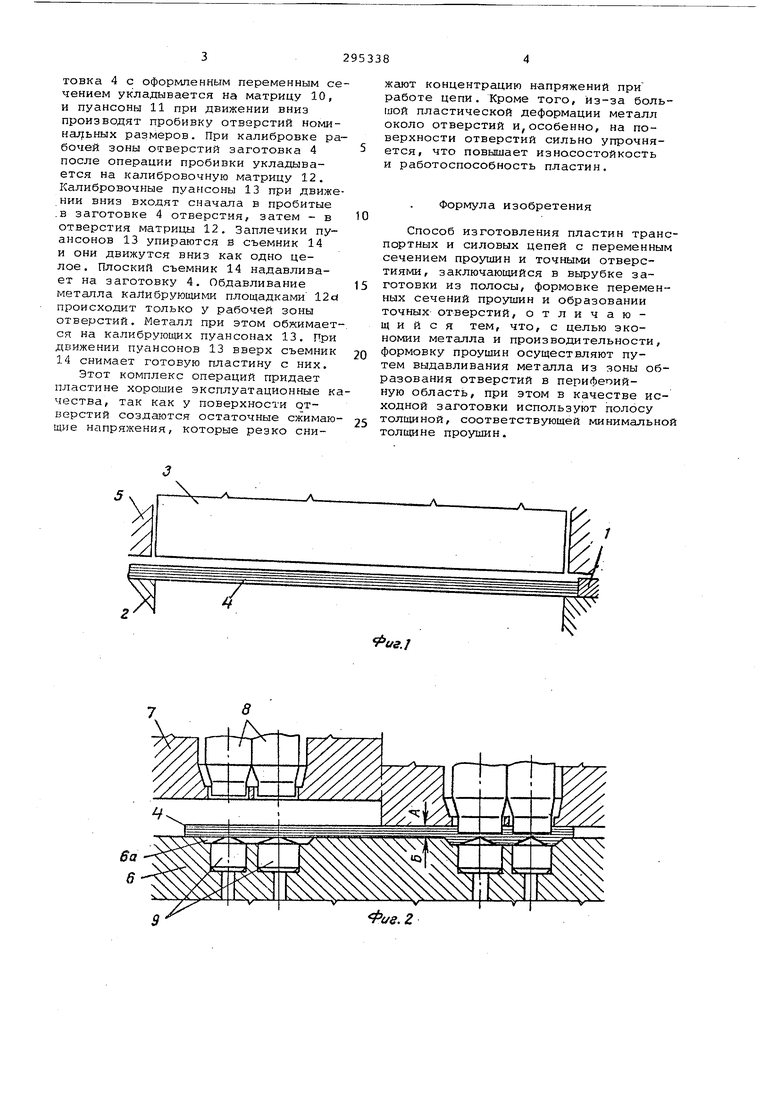
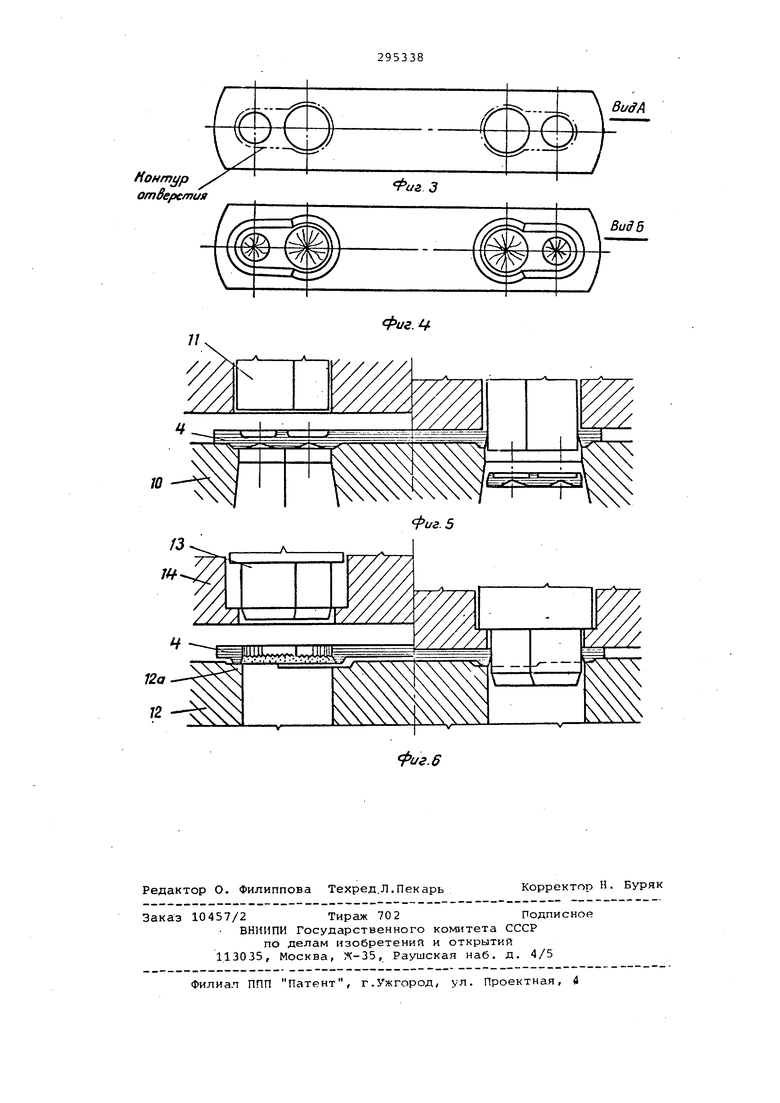
Изобретение относится к области изготовления изделий обработкой давлением и может быть использовано при изготовлении пластин транспортных и силовых цепей. Известен способ изготовления плас тин, заключающийся в вырубке заготовок из полосы и образовании переменных сечений проушин и точных отверстий . Однако при таком способе требуется повышенный распад металла. Предлагаемый способ отличается от известного тем, что, с целью экономии металла и повышения производительности, формовку проушин осуществляют путем выдавливания металла из зоны образования отверстий в периферийную область при этом в качестве исходной заготовки используют полосу толщиной, соответствующей минимальной толщине nposmiHH, На фиг. 1 показана операция вырубки заготовки пластин; на фиг.2 операция формовки переменных сечений проушин пластины за счет выдавливания металла из зоны отверстий за их контур; на фиг. 3 - вид по стрелке А на фиг. 2 на фиг. 4 вид по стрелке Б на фиг. 2; на фиг.5 пробивка отверстий номинальных разме ров, на фиг. 6 - калибровка отверстий обдавливанием. Способ изготовления пластин с переменным сечением проушин и точными отверстиями сложной формы осуществляется следующим образом. Полоса, толщина которой равна минимальной толщине пластин, укладывается по упору 1 на матрицу 2 и пуансоном 3 из нее вырубается по номинальному наружному контуру заготовка 4. При ходе пуансонов 3 вверх полоса снимается с них съемником 5. Для получения переменных сечений проушин вырубленная заготовка 4 укладывается на матрицу 6. Затем прижим 7 прижимает заготовку 4 к матрице, и пуансоны 8 при движении вниз выдавливают металл в полости бгх- матрицы. Рассекатели 9 служат для хорошего заполнения гравюры матрицы б и позволяют выдавить большую порцию металла. При движении пуансона 8 вверх они выходят из заготовки 4, прижим 7 в это время служит съемником. В полученной после двух операций пластине с переменным сечением проушин образовывают точные отверстия сложной формл. Для этого затотовка 4 с оформленным переменным се чением укладывается на матрицу 10, и пуансоны 11 при движении вниз производят пробивку отверстий номиHajjbHHx размеров. При калибровке ра бочей зоны отверстий заготовка 4 после операции пробивки укладывается на калибровочную матрицу 12, Калибровочные пуансоны 13 при движе нии вниз входят сначала в пробитые .в заготовке 4 отверстия/ затем - в отверстия матрицы 12, Заплечики пуансонов 13 упираются в съемник 14 и они движутся вниз как одно целое. Плоский съемник 14 надавливает на заготовку 4, Обдавливание металла калибрующими площадками 12с( происходит только у рабочей зоны отверстий, У1еталл при этом обжимает ся на калибрующих пуансонах 13, При движении пуансонов 13 вверх съемник 14 снимает готовую пластину с них. Этот комплекс операций придает пластине хорошие эксплуатационные к чества, так как у поверхности отверстий создаются остаточные сжимаю щие напряжения, которые резко .1 жают концентрацию напряжений при работе цепи. Кроме того, из-за большой пластической деформации металл около отверстий и,особенно, на поверхности отверстий сильно упрочняется, что повышает износостойкость и работоспособность пластин. Формула изобретения Способ изготовления пластин транспортных и силовых цепей с переменным сечением проушин и точными отверстиями, заключающийся в вырубке заготовки из полосы, формовке переменных сечений проушин и образовании точных отверстий, отличающийся тем, что, с целью экономии металла и производительности, формовку проушин осуществляют путем выдавливания металла из зоны образования отверстий в перифепийную область, при этом в качестве исходной заготовки используют полосу толщиной, соответствующей минимальной толщи н е проуши н.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691012C1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483824C1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
Ф(/8. 2
HoHfntjp .Х отверстия
иг.6
