Известны самоцентрирующие тиски с электромеханическим приводом зажимных губок.
С целью повышения точности центрирования деталей типа труб одна из зажимных губок предлагаемых тисок выполнена в виде двух параллельно перемещающихся клиньев, взаимодействующих с рейкой привода посредством разноплечего рычага.
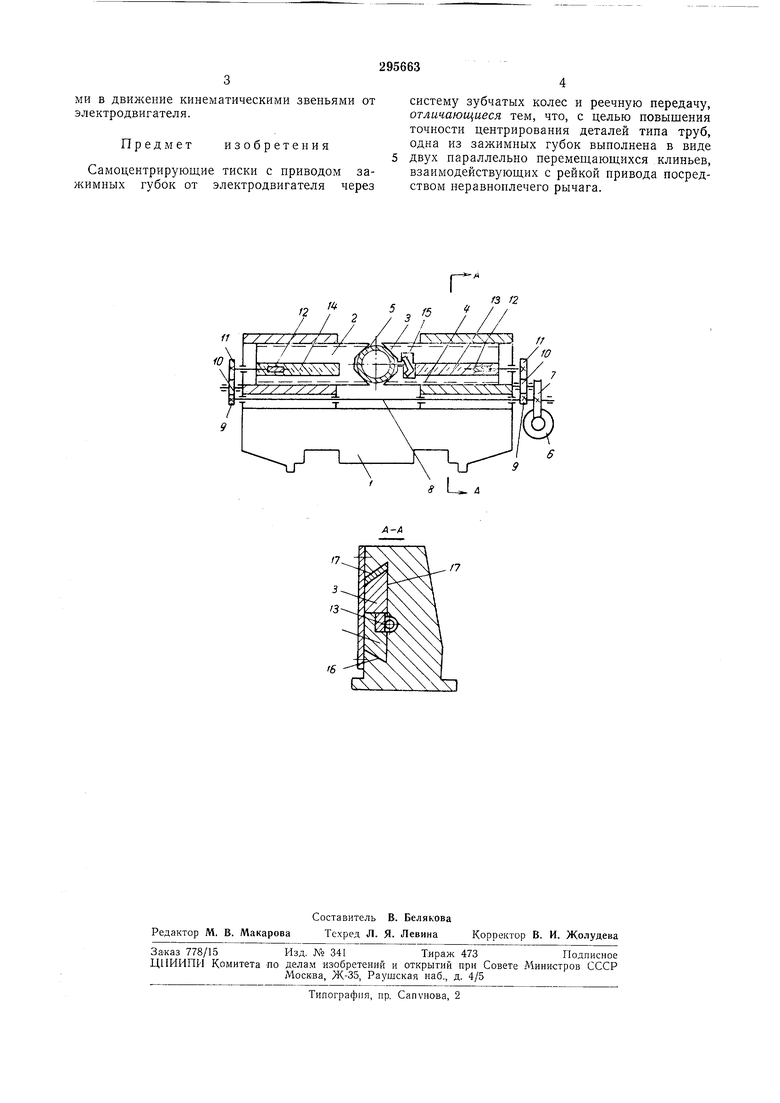
На чертеже показана кинематическая схема описываемого устройства и разрез по А-А.
В корпусе / имеется паз для направления движения призмы 2 и клиньев 3 и 4. С целью обеспечения надежного и жесткого крепления заготовки 5 клинья 3 и 4 могут перемещаться друг относительно друга.
Привод призмы и клиньев 3 и 4 осуществляется от индивидуального электродвигателя 6, через червячную пару 7, валик 8, цилиндрические шестерни 9, 10 и 11, винты 12 и рейки 13 и 14. С призмой рейка 14 связана жестко. Связь рейки 13 с выдвижными клиньями 3 и 4 осуществляется через двуплечий рычаг 15, который и перемещает клинья 3 и 4 до касания их с поверхностью закрепляемой заготовки-трубы 5. При зажатии заготовки развивается больщое усилие, которое прижимает клинья и 4 к направляющим поверхностям 16 ласточкина хвоста.
После установки трубы-заготовки на станок включается электродвигатель, и далее через кинематические звенья движение передается на рейки 13 и 14. Одновременно с левой рейкой 14 двигается жестко соединенная с призмой и правая рейка 13, свободно расположенная в теле клина 4. При своем движении рейка 13 упирается в двуплечий рычаг 15, который, в свою очередь, своими рабочими концами приводит в движение клинья 5 и #. Клинья перемещаются до тех пор, пока не поднимут и не зажмут заготовку 5.
Таким образом, благодаря относительной подвижности клиньев 3 V( 4 относительно друг
друга осуществляется жесткое крепление круглых деталей типа труб, с большими отклонениями от формы окружности; а в целом система обеспечивает лсесткую связь обрабатываемой детали со станком.
При возрастании усилия до требуемого электродвигатель выключается за счет реле тока, настроенного на нужное усилие. Реле тока имеет несколько положений, позволяющих быстро изменять усилие зажима заготовок, в
зависимости от толщины стенок.
Данные тиски развивают усилия до 7 т при диаметрах заготовок от 160 до 430 мм и длине от 1 до 8 м. При подвижная призма и клинья 3
ми в движение кинематическими звеньями от электродвигателя.
Предмет изобретения
Самоцентрирующие тиски с приводом зажимных губок от электродвигателя через
систему зубчатых колес и реечную передачу, отличающиеся тем, что, с целью повышения точности центрирования деталей типа труб, одна из зажимных губок выполнена в виде двух параллельно перемещающихся клиньев, взаимодействующих с рейкой привода посредством неравноплечего рычага.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОЦЕНТРИРУЮЩЕЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1994 |
|
RU2088396C1 |
| Устройство для подачи штучных заготовок в зону обработки | 1980 |
|
SU882685A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ЗЕНКОВАНИЯ ТРУБОК | 1973 |
|
SU366035A1 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1996 |
|
RU2096167C1 |
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |
| Тиски с двухсторонним зажимом заготовки | 1972 |
|
SU531710A1 |
| Загрузочное устройство | 1988 |
|
SU1576272A1 |
| Самоцентрирующие рычажные тиски Михайлова | 1988 |
|
SU1586898A1 |
| Машина для инерционной сварки трением | 1986 |
|
SU1412913A1 |
| Устройство для зажима и подачи деталей | 1983 |
|
SU1151417A1 |
ff
/3 /2
//
