1
Изобретение относится к области машиностроения и может найти широкое применение на вагоностроительных, автомобильных, автобусных и других заводах, где изготовляются пружины.
Известна установка для изготовления упрочненных пружин 1, содержашая станину, на которой смонтированы передняя подвижная и задняя неподвижная зажимные головки для электронагрева заготовок, механизм загрузки заготовок на контактодержатели зажимных головок, пружинонавивной станок для навивки пружин и закалочный бак для закалки пружин.
Указанная установка не позволяет проводить термомеханическое упрочнение предварительно нагретых заготовок путем скручивания для дополнительного новышения прочности.
Целью изобретения является повышение качества пружин.
Поставленная цель достигается тем, что в известном устройстве для изготовления упрочненных пружин, содержанием размешенные на обш,ем основании механизм подачи заготовки, приспособление для ее нагрева, механизм деформирования поперечного сечения заготовки, механизмы навивки пружины и ее закалки, а также транспортируюш,ий механизм, механизм деформирования поперечного сечения заготовки состоит из двух цанговых зажимов, расположенных, на основании один против другого с возможностью перемещ,ення вдоль
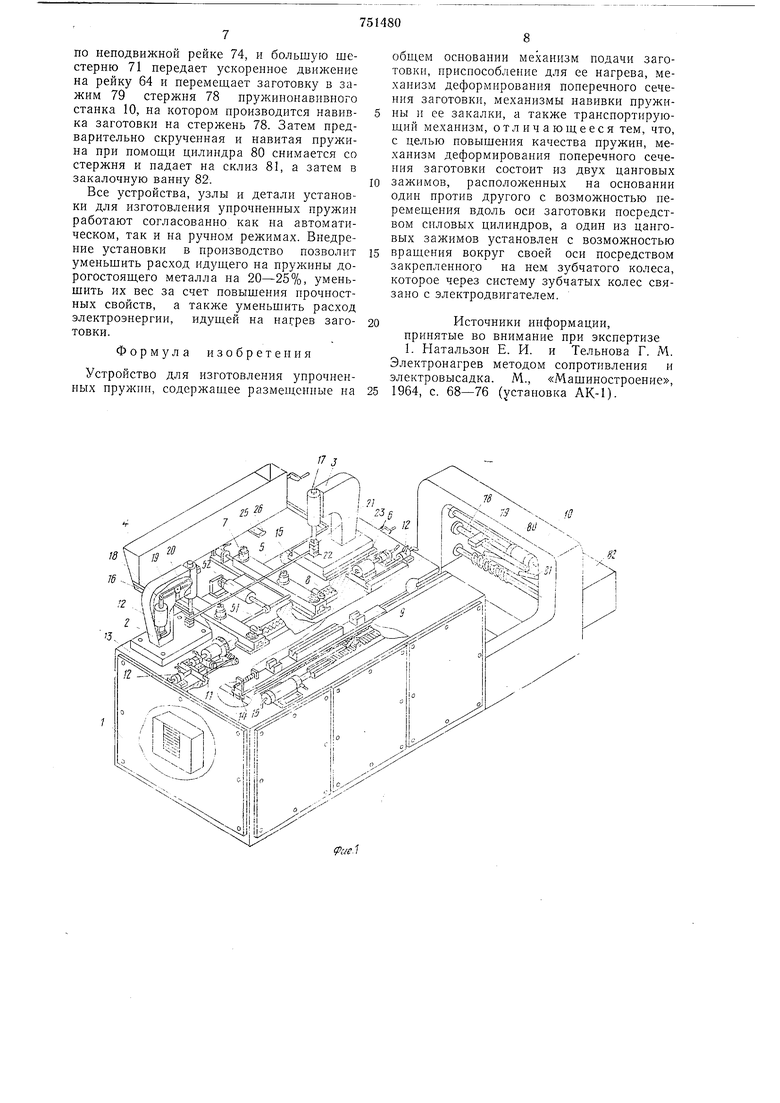
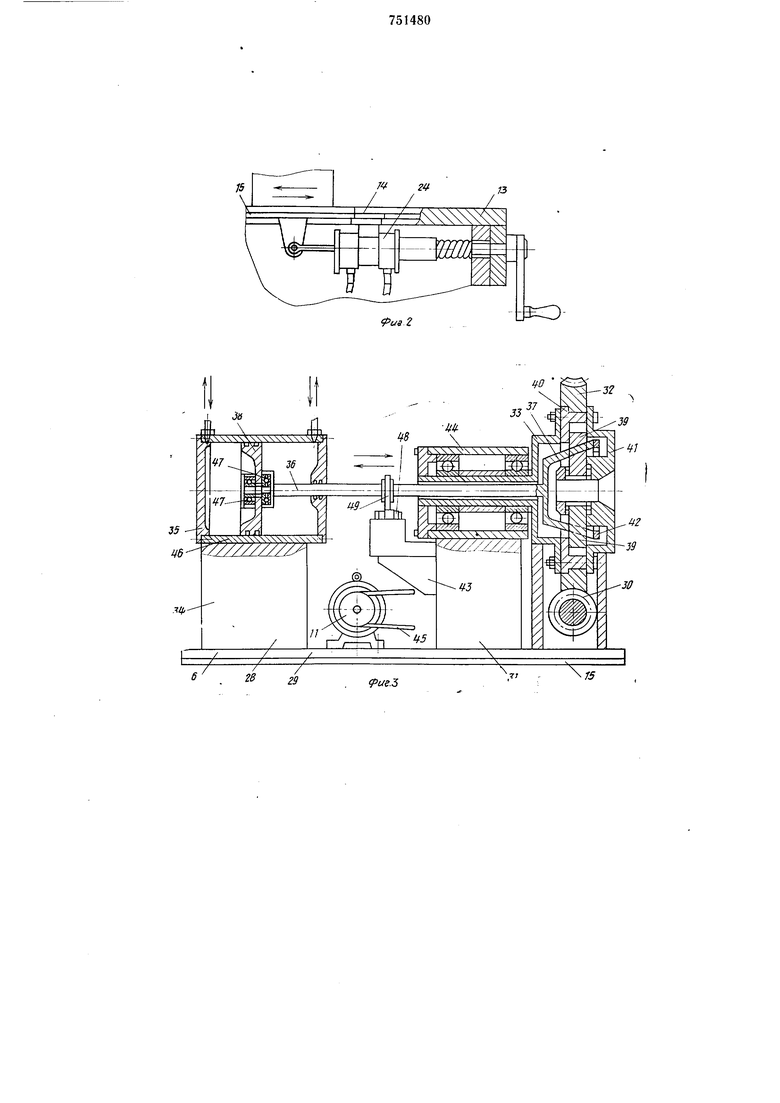
5 осп заготовки посредством силовых цилиндров, а один из цанговых зажимов установлен с возможностью враш,епия вокруг своей оси посредством закрепленного на нем зубчатого колеса, которое через систему зуб10 чатых колес связано с электродвигателем. На фиг. 1 изображено предлагаемое устройство для изготовления упрочненных пружин, обш,ий вид, аксонометрия; на фиг. 2 - узел, производяш,ий установку подвижной
15 головки на размер заготовки, разрез; на фиг. 3, 4 - узлы устройства для скручивания и растяжения нагретых заготовок; на фиг. 5 изображена часть трехпозицнонного транспортного погрузо-разгрузочного уст20 ройства, разрез; на фнг- 6 - транспортное устройство с подогревом для подачи заготовок в пружинонавивной станок, аксонометрия. Устройство состоит из следующих основных узлов и деталей: станины 1 с закрепленными на ней неподвижной 2 и подвижной 3 зажимных головок, раздвижного питателя 4 для загрузки его заготовками 5 различной длины; устройства 6 для скру30 чивания и натяжения нагретых заготовок;
трехпозиционного транспортного погрузоразгрузочного устройства 7 для однозремснной перестановки трех заготовок с позпцнн па позицию; устройства 8 для подогрева заготовок; трапспортного устройства 9 с подогревом для установкп заготовки и транспортировки ее в пружпнонавивной станок 10; электрической системы, производящей подводку электроэнергии к контактным зажимным головкам, к электродвигателю И, к электромагнитным отсекателям и к устройству для подогрева заготовок; пневмосистемы, производящей подачу воздуха в цилиндры 12 для создания возвратно-постуиательпого движения; гидросистемы для охлаждения контактных зажимов Головок и трансформатора (на чертежах не показаны).
Сверху па станине 1 кренится нлита 13. Оиа имеет вырезы с пазами 14 для перемещения в них направляющих 15 выщеперечислеппых устройств. К плите 13 крепится зажимная головка 2, кронщтейны 16 питателя и цилиндры 12.
Неподвижная и подвилсная зажимные головки состоят из корпуса 17, цилиндра 12, щтока 18, рычага 19, шпинделя 20, электрокоитактов - подвил ного 21 и пенодвижного 22. Головки 2, 3 от;1ичаются между собой только основанием 23. Основание 23 нодвижиой головки 3 имеет направляющие 15 для перемещения его в пазах 14 нлиты 13 (см. фиг. 1).
Снизу к основанию 23 крепится узел 24 (см. фиг. 2). Аналогичный узел 24.для установкп заготовок на требуемый размер установлен на питателе 4. Сннзу на питателе 4 закреплены направляющие 25 с упорамн 26. Выдача из питателя по одной заготовке на направляющне 25 производится при помощи электромагпитных отсекателей (на чертежах не показано).
Устройство 6 для скручпвання и натяжения нагретых заготовок состоит из узла 27, производящего зажатие конца заготовки и осевое перемещение, и узла 28, производящего, кроме зажатия и продольного неремещення, скручивание (см. фиг. 1, 3, 4).
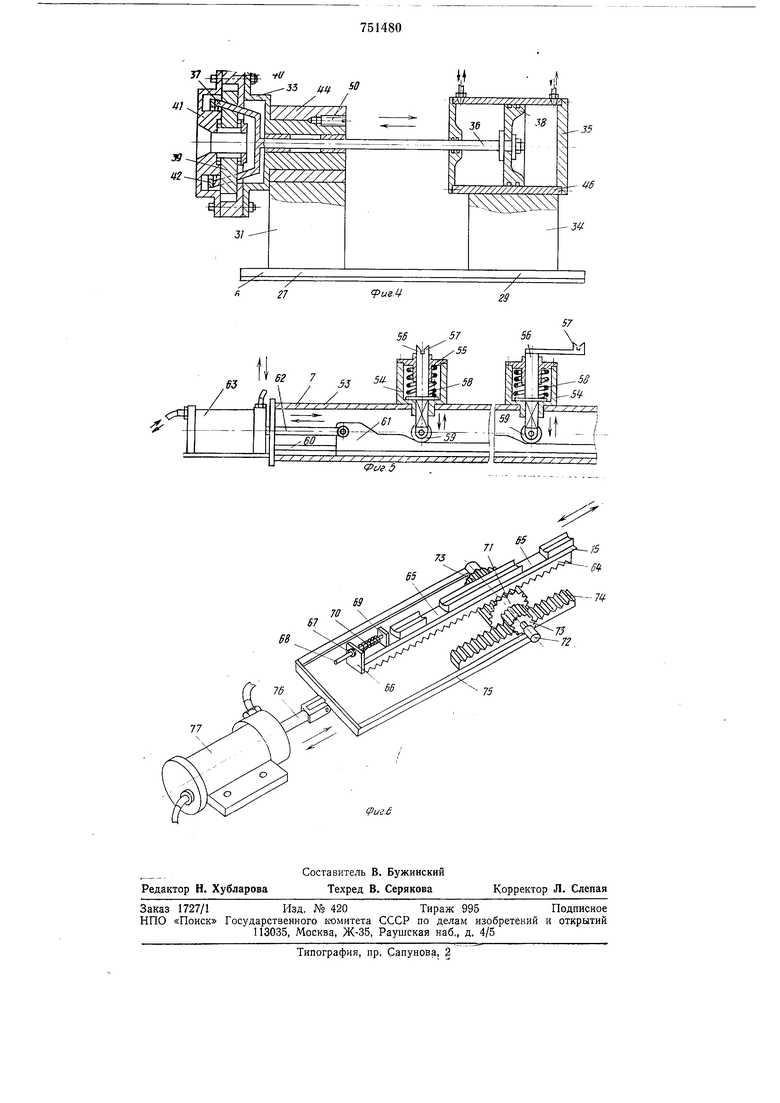
Узел 28 состоит из основания 29, перемещающегося в паправляющих от щтока цилиндра 12. На осиованин 29 закреплены червячный редуктор 30, стойка 31 для креплення червячного колеса 32, фланцевая труба 33 н стойка 34 для крепления цилиндра 35. Внутри фланцевой трубы 33 щток 36 с закрепленным конусом 37 соверщает одновременно вращательное и иоступательпое движения. На конце щтока кренится норщень 38. Конзс щтока 36 имеет три равнорасположенные паза, в которые заходят клинья 39, совершая возвратно-поступательное движение в пазах диска 40 и крыщкн 41. Сверху на конусе 37 кренится упорное кольцо 42. К стойке 31 прнварен кронщтейн 43 и корпус 44.
Червячный редуктор 30 приводится в движение от электродвигателя И, закрепленного на основании 29 через клиноременную передачу 45. На стойке 34 устаповлен 5 корнуе цилиндра 46, в котором на подщпнниках 47 перемещается вращающийся щток 36.
Счет количества оборотов скручивания нагретой заготовки 5 и включение элект10 родвигателя 11 производится с помощью РСИ (реле счета импульсов) 48, закрепленного на кронштейне 43, п кулачка 49.
Узел 27 аналогичен узлу 28 и отличается только тем, что диск 40 является неподвижным, поскольку фланцевая труба 33 стонорится винтом 50; отсутствуют кулачок 49, РСИ 48, электродвигатель 11, червячный редуктор 30 н другие детали (см. фиг. 4).
0 Трехиознционное транснортное погрузочно-разгрузочное устройство 7 состоит из двух аналогичных механизмов, соединенных меледу собой штангой 51. Для получения возвратно-иостунательного движения 5 штанга 51 соединена со штоком цилиндра 52. Каждый механизм устройства 7 состоит из корпуса 53 с нанравляющими 15, втулок 54, крышки 55, стержня 56 прямой н Г-образной формы с призмой 57, пружины 0 58. Снизу на каждом стержне 56 крепится ролик 59. Внутри корпуса 53 в пазах 60 установлен копир 61, который соединен со штоком 62 цилиндра 63 (см. фиг. 5).
Устройство 8 для подогрева заготовок ус5 тановлено под скручиваемой заготовкой 5
в устройстве 6. Оио состоит из основания
с канавками, в которых находится электросиираль.
Трансиортное устройство с подогревом 9 0 состоит из рейки 64 с ирпзмамн н вырезами 65 под Г-образные стержни 56 с призмами 57, в которых находится электроспираль. В конце рейки на кронштейне 66 кренится во втулке 67 стержень 68 с нластн5 ной 69 и пружиной 70. Рейка 64 соединена с большой шестерней 71, с двух сторон которой жестко на оси 72 закреплены две малые шестерни 73. Рейка 64 имеет направляющие 15, которыми перемещается в паQ зах 14 плиты 13 (см. фиг. 1). Для увелнчення хода рейкн малые щестерни перемещаются по ненодвижиым рейкам 74. Ось 72 при помощи вилки соединена со штоком 76 цилиндра 77.
5 Пружинонавивной станок 10 содержит стержень 78 для навивки на него пружины, зажим 79, устаиовленный на стержне 78 для зажатия конца заготовки 5, цилиндр 80 для съема навитой нружнны, склиз 81 0 для подачи спятой пружипы в закалочный бак 82.
Установка для изготовления упрочненных пружин работает следующим образом.
Вначале производят наладку питателя и установку его на определенный размер заготовки 5 вращением рукоятки в одну или в другую сторону, затем загружают питатель 4 заготовками, после этого включают пневматическую, электрическую и гидрав лическую системы. Далее автоматически включаются электромагниты питателя 4, соединенные с отсекателями, которые отсекают одну заготовку 5 и подают ее на иаправляющие 25 до упоров 26, т. е. на первую позицию. Затем включаются цилиндры 63 трехпозициоииого устройства 7, которые штоками 62 производят перемещение коииров 61. При перемещении копиров ролики 59 находят на их выступы и одновременно поднимают три пары стержней 56. В начале работы установки первая пара стержней 56, находящаяся под направляющими 25 питателя 4, своими призмами 57 заходит под заготовку 5 и поднимает ее. Дальще включается цилиндр 52, который производит перемещение трехпозициониого устройства 7 с заготовкой в переднее крайнее положение. При остановке устройства 7 перемещающаяся заготовка устанавливается над призмами неподвижных электроконтактов 22. Затем производится переключение цилиидров 63, и щтоки 62 перемещают копиры 61 в обратную сторону, т.е. в исходное положение. При обратном иерсмещении копиров ролики 59 сходят с выступов и стержни 56 под действием пружин 58 опускаются в иижнее крайнее положенне; заготовка концами заходит иа призмы электрокоитактов 22, т. е. устанавливается на вторую позицию и там остается. Затем включаются цилиндры 12 зажимных головок 2 и 3, которые через щток 18, рычаг 19, щпиндель 20 производят опускание подвижных электрокоитактов 21 на коицы заготовки и зажимают ее. Одновременно переключается цилиндр 52, который перемещает трехпозиционное устройство 7 в исходное положение. После этого автоматически подается напряжение на электроконтакты 21 и 22 и производится электронагрев заготовки, а также включаются электромагниты, которые при помощи отсекателей выдают следующую заготовку иа первую позицию. Для устранения прогиба заготовки, возникающего в процессе ее нагрева, включается цилиндр натяга (см. фиг. 2), который с помощью щтока, кронщтейна и головки 3 иередает усилие натяга определенной величины на заготовку. Затем переключаются цилиндры 12 головок 2 и 3 и цилиндр натяга и выключается напряжение на электрокоитактах. При переключении цилиндров 12 электроконтакты 21 поднимаются вверх в исходное положение. Дальще снова включаются цилиндры 63, которые стержнями первой и второй пары поднимают заготовки,, находящиеся на первой и второй позиции. Третья пара Г-образных стержней, находящаяся под осью скручивания заготовки в устройстве 6. т. е, на третьей позиции, поднимается вхолостую. Дальше включается цилиндр 52, который перемещает тре.хпозиционнос устройство с двумя заготовками 5 в переднее крайнее положение, при котором заготовки перемещаются на следующие позпцгиг, т. с. с первой позиции иа вторую и со BTOpOii на третью. Затем при переключении цилиндров 63 одна заготовка оп Скается на вторую позицию, а другая - иа третью иозицию. После этого включаются цилиндры 12 головок 2, 3 и устройства 6 и производится зажатие концов заготовки на второй познции и заход узлов 27 и 28 отверстиями крышек 41 иа концы нагретой заготовки на третьей позиции. Снизу заготовка подогревается устройством 8. Далее включаются цилиидры 35 устройства 6, которые при помощи иорщней 38, штоков 36, конусов 37 и клиньев 39 ироизводят зажатие концов нагретой заготовки. Одновременно подается напрял еиие на электроконтакты 21, 22 для нагрева заготовки, потом включается электродвигатель 11 узла 28, который через клиноремеииую передачу 45, червячиую пару 30 и диск 40 производит крученне заготовки. Счет количества оборотов кручеиия заготовки производится при ПОМО1ИИ реле счета импульсов 48. После оиределсииого количества оборотов РСИ 48 выключает электродвигатель 11, и скручиваиие заготовки прекращается. Во время скручивания заготовку подвергают дополннтельному натягу цилиидралп 12 с целью странсиия искривления ее оси. Потом производится разжатие коицов заготовки, снова включаются цилиидры 12, которые иодают узлы 27 и 28 устройства 6 в исходное положение. После этого включаются электромагнпты, и отсекатели опять выдают заготовку на первзю позицию. Одновременно включается напряжение на электрокоитактах 21 и 22, переключаются цилиндры 12, и штоки 18 с иодвижиыми электрокоитактами подннмаются вверх. Дальше включаются цнлпндры 63, которые одновременно нроизводят подъем уже трех заготовок с трех позиций, затем включается цилиндр 52, который перемещает три заготовки на следующие позиции. С третьей иозиции устройства 6 нагретая, скрученная и удлиненная заготовка подается до рейки 64 и устаиавливается над призмами с подогревом, т. е. над четвертой позицией. Затем переключаются цилиндры 63 и три заготовки оизскаются на свои иозиции. Заготовка, находящаяся над рейкой 64, оиускается на ее призмы, и Г-образиые стержни 56 заходят в вырезы рейки; переключается цилиндр 52, и трехиозиционное устройство 7 перемещается в исходное положеиие. Дальше включается цилиндр 77, который штоком через вилку 75, подвижиые малые шестерни 73, перемешающиеси по неподвижной рейке 74, и большую шестерню 71 передает ускоренное движение на рейку 64 и перемеш,ает заготовку в зажнм 79 стержня 78 пружинонавивного станка 10, на котором производится навивка заготовки на стержень 78. Затем предварительно скрученная и навитая пружина при помощи цилиндра 80 снимается со стержня и падает на склиз 81, а затем в закалочную ванну 82. Все устройства, узлы и детали установки для изготовления упрочненных пружин работают согласованно как на автоматическом, так и на ручном режимах. Внедрение установки в производство позволит уменьшить расход ид5ш,его на пружины дорогостояш,его металла на 20-25%, уменьшить их вес за счет повышения прочностных свойств, а также уменьшить расход электроэнергии, идуш,ей на нагрев заготовки. Формула изобретения Устройство для изготовления упрочненных пружин, содержащее размендснные на общем основании механизм подачи заготовки, приспособление для ее нагрева, механизм деформирования поперечного сечения заготовки, механизмы навивки пружнны и ее закалки, а также транспортирующий механизм, отличающееся тем, что, с целью повышения качества пружин, механизм деформировапия поперечного сечения заготовки состоит из двух цанговых зажимов, расположенных на основании один против другого с возможностью перемещения вдоль оси заготовки посредством силовых цилиндров, а один из цанговых зажимов установлен с возможностью вращения вокруг своей оси посредством закрепленного на нем зубчатого колеса, которое через систему зубчатых колес связано с электродвигателем. Источники информации, принятые во внимание нри экспертизе 1. Натальзон Е. И. и Тельнова Г. М. Электронагрев методом сонротивления и электровысадка. М., «Машиностроение, 1964, с. 68-76 (установка АК-1).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки штучныхзАгОТОВОК | 1978 |
|
SU801940A1 |
| Устройство для сборки развальцовкой узла, состоящего из нескольких деталей | 1988 |
|
SU1606255A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1969 |
|
SU655096A1 |
| Устройство для установки деталей в матрицу транспортера автомата сборки | 1976 |
|
SU618249A1 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| Устройство для сборки деталей | 1977 |
|
SU709311A1 |
| Штамп для сборки развальцовкой | 1979 |
|
SU782984A1 |
| Устройство для сборки деталей | 1977 |
|
SU753586A1 |
| Устройство для гибкого токоподвода к передвижным электроприемникам | 1978 |
|
SU675506A1 |
13
/
2
